









GIS罐体一般由卷板焊接而成,典型外形尺寸为:筒体直径400~1000mm、壳体厚度8~16mm、长1000~3000mm,材料一般为铝合金5A02-H112。罐体的纵缝为V型坡口型式,焊接方法是钨极氩弧焊(TIG),采用单面焊双面成型技术。
对于服役的GIS罐体,由于内部已经装满电器设备,无法进行射线检测及渗透检测。常规超声检测无法实现缺陷精确的定位定量及数据保存。笔者引入超声衍射时差检测技术(TOFD),对GIS罐体焊缝评估。
检测系统
对扫描参数的调整和信号分析要求TOFD所用仪器能提供线性A扫描显示和 B或D扫图像。超声脉冲发生器可通过单向或双向方波脉冲提供激励电压。脉冲宽度应可调,以使脉冲幅度和持续时间达到最优化。超声接收器的带宽应与探头标称频率带宽相匹配。检测系统中也可设前置放大器,对接收信号进行放大。数字采样频率至少是探头标称频率的4倍。若需对原始数据进行数字信号处理,采样频率至少应为探头标称频率的8倍。
TOFD探头使用宽带窄脉冲探头,要求直通波按峰值下降20dB测量的脉冲持续时间应不超过两个周期。实测中心频率和探头标称频率之间误差不得大于10%。
选取φ557mm×8mm的GIS筒体,该筒体长2m,中间有一条对接焊缝。探头设置包括探头形式、参数选择和探头中心间距。探头设置应确保对检测区域的覆盖和获得最佳的检测效果。TOFD检测的探头形式一般采用纵波斜探头,应确保声束与底面法线间的夹角≤40°。为了获得最佳的探伤分辨率和足够的覆盖率,必须合理选择探头参数。
参数调节
检测前应对检测通道的A扫描时间窗口进行设置,其时间窗口的起始位置应设置为直通波前至少0.5μs,时间窗口的终止位置应设置为工件底波的一次波型转换波后0.5μs。为了准确测定缺陷的深度,检测之前应校准各检测通道的 A 扫描时基与深度的对应关系,对于直通波和底面波同时可见,深度校准时,把直通波校准为0,而把底面反射波校准为工件厚度即可。检测前应直接在被检工件上进行灵敏度设置,将直通波LW的波幅设定至满屏高的40%~80%即可。检测结果如图1所示。
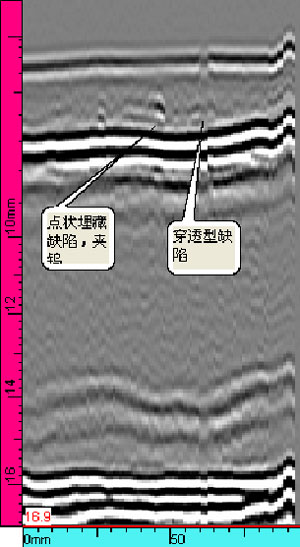 ‘
‘图1:缺陷检测数据
应用实例
国网浙江省电力公司电力科学研究院的罗宏建等研究人员应用上述检测程序和方法,对某220kV变电站的GIS罐体的纵焊缝进行TOFD检测。如图2所示,该筒体规格φ774mm×8mm,位置位于46至129区域内的缺陷,该缺陷底面反射波减弱或消失,仅可以观察到一个端点(缺陷上端点)产生的衍射信号,且与直通波反相位。并从光标指示中可以得出上端点离上表面5.4mm,也就是说下表面开口2.6mm。所以判断该缺陷是长83mm,自身高度为2.6mm的危险内表面开口缺陷(判断为根部未焊透)。对解体后的筒体做进一步确认,在筒体内部缺陷区域进行渗透检测,发现缺陷,表明此次罐体纵焊缝TOFD检测的正确性。

(a)GIS罐体
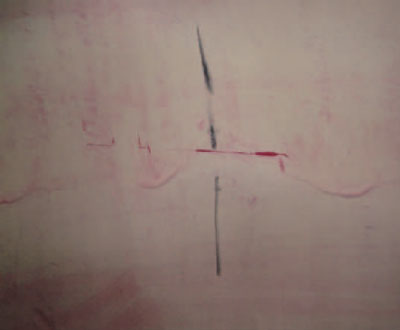
(b)内部缺陷显示
图2:拆卸后的GIS罐体
节选自《无损检测》2015年第1期
本文作者:罗宏建,国网浙江省电力公司电力科学研究院高级工程师,硕士,主要从事电力设备无损检测方法的研究。












