










辽宁工程技术大学的马壮教授采用粉末包埋法对Q235钢进行硼碳氮共渗处理,并对共渗层进行氩弧重熔处理,研究了硼碳氮共渗层和氩弧重熔层的磨粒磨损和冲蚀磨损性能。试验时以热轧态Q235钢为基体材料,其尺寸为30 mm×15 mm×6 mm。渗剂的成分如表1所示。将渗剂研磨至均匀,然后采用包埋法在中温箱式电阻炉中对Q235钢基体进行硼碳氮共渗处理,共渗工艺如图1所示。然后按照表2所示的工艺参数对共渗试样进行氩弧重熔。
表1 渗剂的成分(质量分数)
| 碳化硼 | 尿素 | 渗碳剂 | 氯化铵 | 氟硼酸钾 | 氧化铈 | 氧化铝 |
|---|---|---|---|---|---|---|
| 5 | 5 | 10 | 2 | 5 | 2 | 71 |
表2氩弧重熔工艺参数
| 重熔电流/A | 氩气流量/(L·min-1) | 重熔速度/(mm·min-1) | 电弧长度/mm | 钨极直径/mm |
|---|---|---|---|---|
| 100 | 10 | 240 | 2~4 | 2.0 |
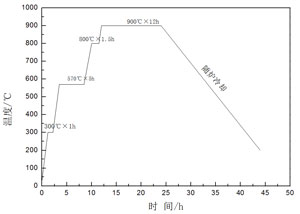
图1 硼碳氮共渗工艺曲线
采用ML-10型磨损试验机测共渗层及重熔层的磨粒磨损性能,载荷为40 N,圆盘转速为60 r·min-1,对磨材料为3#金相砂纸,每磨损5 min称量一次;采用MSH型冲蚀磨损试验机测共渗层及重熔层的冲蚀磨损性能,冲蚀介质由自来水与石英砂(粒径为212~550 μm)混合而成,水砂体积比分别为50∶16,50∶28,50∶40,试验环境温度为室温,转速分别为200,300,400 r·min-1,冲蚀角为90º,每冲蚀磨损30 min称量一次。
磨损和冲蚀试验结果表面,硼碳氮三元共渗处理能有效提高Q235钢基体的磨损性能,氩弧重熔则能更进一步提高共渗试样的磨损性能。由于共渗层中存在FeB和Fe2B相,这两种相的线膨胀系数不同,在两相之间易产生应力集中,使共渗层表面产生表面缺陷引发裂纹,在冲击载荷作用下,裂纹不断扩展形成碎片脱落;经氩弧重熔处理后,共渗层及部分基体熔化,成分相互扩散,消除了FeB和Fe2B相,重熔后的组织较为均匀,表面缺陷少,因而磨损性能更好。
节选自《机械工程材料》2015年第9期
本文作者:马壮(1963-),男,辽宁阜新人,辽宁工程技术大学教授。












