










钢管的自动超声检测 图片来源:网络
当自动埋弧焊钢管焊缝横向缺陷遇到了人见人爱花见花开的超声检测会怎么样呢?让番禺珠江钢管有限公司的技术人员通过亲身经历来告诉你。
1、缺陷的定性
在生产自动双面埋弧焊管(规格为Φ711mm×17.5mm,材料为X65)时,自动超声检测全程报警,经手动超声检测发现有全长间断性点状缺陷。
自动埋弧焊管有焊接质量好、生产效率高等特点,焊缝的无损检测一般也采用自动检测。超声波检测就采用自动超声波检测,然后在自动超声检测有疑问处采用手动超声检测。为发现焊缝里纵向及横向缺陷,自动超声检测分别布局了纵向及横向的全壁厚扫查。
根据前面的检测结果判定缺陷的深度在3~7mm之间,所以在气刨焊缝到表面3mm左右后进行磁粉检验。在磁粉检验过程中,发现气刨刨槽、焊缝两侧有纵向及与焊缝轴线成一定角度的斜向裂纹磁痕显示,而在刨槽的底部有横向及圆弧状裂纹磁痕显示。

图1 气刨后磁粉检测裂纹显示
根据相关的检测结果分析缺陷为结晶裂纹。分析焊接凝固冶金情况得知,结晶偏析造成了化学结构的不均匀。随着柱状晶长大,杂质合金化元素就不断被排斥到平行生长的柱状晶交界处或焊缝中心线处,它们与金属形成低熔点相或共晶。在结晶后期已凝固的晶粒相对较多时,这些残存在晶界处的低熔相尚未凝固,并呈液膜状态散布在晶粒表面,割断了一些晶粒之间的联系。在冷却收缩所引起的拉伸应力作用下,这些远比晶粒脆弱的液态薄膜承受不了这种拉伸应力,就在晶粒边界处分离形成了结晶裂纹。
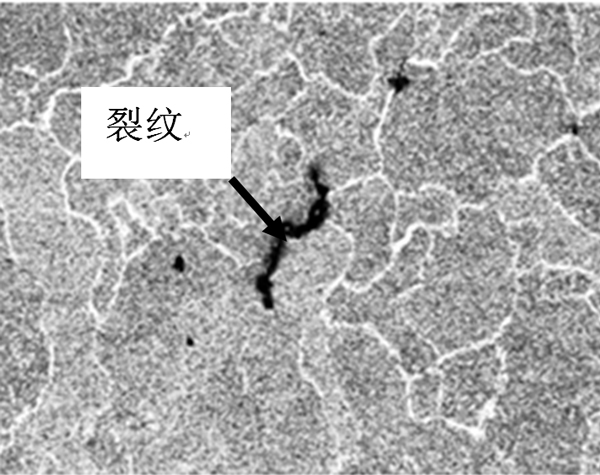
图2 裂纹形貌
2、横向缺陷检测方法的选择
为检测焊缝或热影响区的横向缺陷,可采用如下扫查方式,同时将扫查灵敏度适当提高,一般提高6dB。
(1)对于磨平的焊缝,可将斜探头直接放在焊缝上作平行扫查;
(2)对于有余高的焊缝可在焊缝两侧边缘,使探头与焊缝成一定角度(<10°)作斜平行扫查;
(3)对于电渣焊的人字形横向裂纹,可用斜探头在焊缝两侧45°方向作交叉扫查;
(4)对于平板对接焊缝检测时,在焊缝两侧各放置一个探头,使两个探头的声束轴线相交于要检测的部位,两个探头一发一收,在焊缝两侧作平行于焊缝中心线移动,以检测横向缺陷,这种扫查方式称为交叉扫查。
为确定横向扫查的方式,保证横向缺陷的检出率,技术人员分别采用斜平行扫查、探头在焊缝两侧作一发一收扫查、不磨平焊缝探头在焊缝上平行扫查三种方式进行超声检测对比,可发现三种横向探伤方法中,既使不磨平焊缝,探头骑在焊缝上进行检测,得到的缺陷回波仍然比另外两种方法的更高。
3、平行扫查缺陷的回波特征
不磨平焊缝,探头在焊缝上平行焊缝从两个方向进行检测。发现声束传播方向与焊接方向一致时,缺陷最高回波出现在二次波,一次和三次回波就很低。声束传播方向与焊接方向相反时,缺陷最高回波出现在一次波或三次波,而二次波的回波很低。可以想象缺陷的方向与热酸处理的方向一致。
4、自动超声检测横向探伤工艺
如果将自动超声波检测横向探伤改为骑在焊缝上检测的话,探头的滑块工装要加工成与焊缝外形一样,且水流要比探头放在母材上的要大,保证探头与钢管充分耦合。
探头与焊缝缺陷的距离要小,超声的主声束与主要缺陷尽量垂直。探头的覆盖范围应适当,焊缝表面较粗糙,同时要保证探伤灵敏度。所以自动超声横向探伤的探头都选用2.5MHz12×14K1能量大的大晶片的探头。
超声波的能量主要集中在半扩散角θ0以内。因此可以认为半扩散角限制了波束的范围。2θ0以内的波束称为主声束,只有当缺陷位于主声束范围内时,才容易被发现。因此自动探伤时,焊缝的整个宽度都应该在主声束覆盖范围内。
5、手动超声波检验工艺
由于焊缝有余高,为提高探头的接触面积,应选用晶片比较小的探头,但是现场工作量大,为了提高检验效率,技术人员选用了晶片面积较大的2.5MHz13×13K1探头。为增大接触面积及耦合效果,探伤前应将探头磨成与焊缝外形的弧面一致。由于焊缝表面比较粗糙,耦合剂的粘度应加大。
为准确判断缺陷,减小定量、定位的误差,JB/T 4730-2005及GB/T 11345等标准均有规定:检测面曲率半径R≤W2/4时(W为探头宽度),距离波幅曲线的绘制应在与检测面曲率相同的对比试块上进行。
若缺陷定位在焊缝内外表面,可通过用手触摸、拍打或打磨的方式确认回波是否为焊缝表面引起。
若缺陷为横向裂纹,回波较高而且尖锐,裂纹面较大时,探头前后移动有错峰现象。
当裂纹缺陷比较小的时候,探头前后移动错峰现象不明显或没有错峰现象。
探头在焊缝上作两次扫查,如果检测方向与焊接方向一致,缺陷回波尖锐,且二次、四次回波高,一次、三次回波低;而反方向检测时,回波情况相反,基本上可以确定缺陷为横向裂纹。
6、总结
对于自动双面埋弧焊管(规格为Φ711mm×17.5mm,材料为X65)上的焊缝横向缺陷,将探头放在焊缝上进行探伤,检出率更高。探头的选择应以主声束垂直于主要缺陷为依据。焊缝横向缺陷的超声检测工艺应根据工件厚度、焊缝的外观尺寸、现场实际情况,结合焊接的速度等焊接工艺因素来选择。
看完这些,当你也需要检测自动埋弧焊管的焊缝横向缺陷时,该知道怎么办了吧?别犹豫,那家伙,谁用谁知道!
节选自《无损检测》2015年第37卷第1期
编辑:李子木
免费下载全文>>>
本文作者:蓝冬梅,番禺珠江钢管有限公司工程师,主要从事无损检测管理工作。












