
Page 12 - 2024中国无损检测年度报告
P. 12
(b) 基于 ICA- 高斯滤波和霍夫变换的脉冲涡流信号处理方
法的效果示例
图 7 基于 ICA- 高斯滤波和霍夫变换的脉冲涡流
信号处理方法的流程示意和效果示例
(c) 底部减薄缺陷电磁超声检测结果
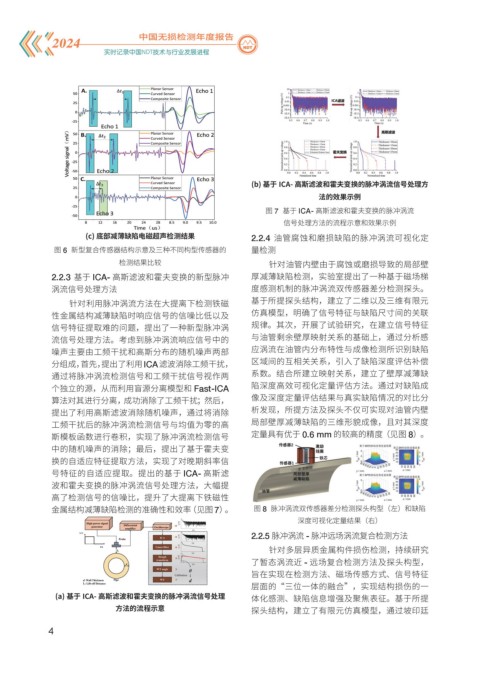
2.2.4 油管腐蚀和磨损缺陷的脉冲涡流可视化定
图 6 新型复合传感器结构示意及三种不同构型传感器的 量检测
检测结果比较 针对油管内壁由于腐蚀或磨损导致的局部壁
2.2.3 基于 ICA- 高斯滤波和霍夫变换的新型脉冲 厚减薄缺陷检测,实验室提出了一种基于磁场梯
涡流信号处理方法 度感测机制的脉冲涡流双传感器差分检测探头。
针对利用脉冲涡流方法在大提离下检测铁磁 基于所提探头结构,建立了二维以及三维有限元
仿真模型,明确了信号特征与缺陷尺寸间的关联
性金属结构减薄缺陷时响应信号的信噪比低以及
信号特征提取难的问题,提出了一种新型脉冲涡 规律。其次,开展了试验研究,在建立信号特征
与油管剩余壁厚映射关系的基础上,通过分析感
流信号处理方法。考虑到脉冲涡流响应信号中的
噪声主要由工频干扰和高斯分布的随机噪声两部 应涡流在油管内分布特性与成像检测所识别缺陷
区域间的互相关关系,引入了缺陷深度评估补偿
分组成,首先,提出了利用ICA滤波消除工频干扰,
通过将脉冲涡流检测信号和工频干扰信号视作两 系数。结合所建立映射关系,建立了壁厚减薄缺
个独立的源,从而利用盲源分离模型和 Fast-ICA 陷深度高效可视化定量评估方法。通过对缺陷成
算法对其进行分离,成功消除了工频干扰;然后, 像及深度定量评估结果与真实缺陷情况的对比分
析发现,所提方法及探头不仅可实现对油管内壁
提出了利用高斯滤波消除随机噪声,通过将消除
工频干扰后的脉冲涡流检测信号与均值为零的高 局部壁厚减薄缺陷的三维形貌成像,且对其深度
定量具有优于 0.6 mm 的较高的精度(见图 8)。
斯模板函数进行卷积,实现了脉冲涡流检测信号
中的随机噪声的消除;最后,提出了基于霍夫变
换的自适应特征提取方法,实现了对晚期斜率信
号特征的自适应提取。提出的基于 ICA- 高斯滤
波和霍夫变换的脉冲涡流信号处理方法,大幅提
高了检测信号的信噪比,提升了大提离下铁磁性
金属结构减薄缺陷检测的准确性和效率(见图 7)。 图 8 脉冲涡流双传感器差分检测探头构型(左)和缺陷
深度可视化定量结果(右)
2.2.5 脉冲涡流 - 脉冲远场涡流复合检测方法
针对多层异质金属构件损伤检测,持续研究
了暂态涡流近 - 远场复合检测方法及探头构型,
旨在实现在检测方法、磁场传感方式、信号特征
层面的“三位一体的融合”,实现结构损伤的一
(a) 基于 ICA- 高斯滤波和霍夫变换的脉冲涡流信号处理 体化感测、缺陷信息增强及聚焦表征。基于所提
方法的流程示意
探头结构,建立了有限元仿真模型,通过坡印廷
4