
Corrosion Resistance and Wear Resistance of Coating by Different Processes with TC4 Titanium Alloy Coarse Powder Rare Materials
-
摘要:
以粒径为53~106μm的TC4钛合金粗粉为原料,分别采用超音速火焰喷涂、大气等离子喷涂、激光熔覆及对超音速火焰喷涂涂层进行激光重熔等4种工艺在AA1060铝基体和Q235钢基体表面制备TC4钛合金涂层,对比研究了不同工艺下涂层的物相组成、微观结构、耐腐蚀性能与耐磨性能。结果表明:超音速火焰喷涂涂层和大气等离子喷涂涂层主要以α相为主,等离子喷涂涂层还含有一定量的TiO相,这2种涂层与基体的结合方式为机械结合,孔隙率较高;铝基体表面激光熔覆涂层和激光重熔超音速火焰喷涂涂层的主要物相为α相,而Q235钢基体表面则为β相,这2种涂层与基体的结合方式均为冶金结合,结构更加致密,晶粒更加细小,孔隙率极低。大气等离子喷涂涂层的平均硬度可达476 HV,约为超音速火焰喷涂涂层的2倍,激光熔覆涂层和激光重熔超音速火焰喷涂涂层的平均硬度分别超过550,600 HV;Q235钢基体表面涂层的硬度高于铝基体表面的涂层。大气等离子喷涂涂层的平均结合强度均约为30 MPa,比超音速火焰喷涂涂层高30%以上。在质量分数3.5% NaCl溶液中4种涂层按照自腐蚀电流密度从小到大的顺序依次为激光熔覆涂层、大气等离子喷涂涂层、激光重熔超音速火焰喷涂涂层、超音速火焰喷涂涂层。在铝基体表面,激光熔覆涂层的摩擦因数最小,大气等离子喷涂涂层的磨损率最小;在钢基体表面,激光重熔超音速火焰喷涂涂层的摩擦因数最小,激光重熔超音速火焰喷涂涂层和大气等离子喷涂涂层的磨损率相近,且小于其他2种涂层。大气等离子喷涂技术在采用粗粉制备TC4钛合金涂层方面具有最佳的性能与成本优势。
Abstract:TC4 titanium alloy coating on the substrate surface of AA1060 Al and Q235 steel was prepared by four processes including high velocity oxygen-fuel spraying, atmospheric plasma spraying, laser cladding and laser remelting of high velocity oxy-fuel spraying coating by taking TC4 titanium alloy coarse power as raw materiats, respectively. The phase composition, microstructure, corrosion resistance and wear resistance of the coating under different processes were studied comparatively. The results show that the high velocity oxygen-fuel spraying coating and atmospheric plasma spraying coating were mainly compesed of α phase, and the atmospheric plasma spraying coating also contained some TiO phase. The bonding mode between the two coatings and substrates was mechanical bonding, and the porosity was relatively high. The main phase of the laser cladding coating and laser remelting high velocity oxy-fuel spraying coating on the Al substrate surface was compesed of α phase, while the β phase was on the Q235 steel substrate surface. The bonding mode of the two coatings with substrate was metallurgical bonding, the structure was relatively dense, the grains were relatively fine, and the porosity was extremely low. The average hardness of the atmospheric plasma spraying coating reached 476 HV, which was about twice that of the high velocity oxygen-fuel spraying coating. The average hardness of the laser cladding coating and laser remelting coating exceeded 550, 650 HV, respectively. The hardness of coating on Q235 steel substrate surface was higher than that on Al substrate surface. The average bonding strength of atmospheric plasma spraying coating was about 30 MPa, which was more than 30% higher than that of high velocity oxy-fuel spraying coating. In the 3.5wt% NaCl solution, the four coatings in the order of free corrosion current density from small to large were laser cladding coating, atmospheric plasma spraying coating, laser remelting high velocity oxy-fuel spraying coating and high velocity oxy-fuel spraying coating. On the Al substrate surface, the friction coefficient of laser cladding coating was the smallest, and the wear rate of atmospheric plasma spraying coating was the smallest. On the steel substrate surface, the friction coefficient of laser remelting high velocity oxy-fuel spraying coating was the smallest, and the wear rate of laser remelting high velocity oxy-fuel spraying coating and atmospheric plasma spraying coating was similar, and smaller than those of the other two coatings. The atmospheric plasma spraying technology had the best performance and cost advantages in preparing TC4 coatings with coarse powders.
-
0. 引言
中国和东南亚的铁路合作是“一带一路”倡议的重要组成部分。中国正在帮助马来西亚修建东海岸衔接铁道。马来西亚属于热带雨林气候,常年炎热多雨,空气湿度非常高,且沿海地区盐分高,因此高速列车车辆的安全可靠运行面临着严苛的环境考验。除了承重部件外,车辆的座椅也需要较高的耐腐蚀性能,而且座椅的可调节部件和旋转部件同时需要良好的耐磨性能。通常利用热喷涂、激光熔覆、电镀等表面技术来提高金属部件表面防腐耐磨性能。
钛合金涂层具有极强的耐高温、防腐蚀、防变色、防老化等特点,同时具有良好的附着力,在海洋防腐涂层领域具有潜在的应用前景[1]。在21世纪初,西安交通大学以平均粒径为38~44μm的钛粉为原料,通过冷喷涂工艺在中碳钢表面制备了钛涂层[2],而且与氮气相比,使用氦气作为加速气体可产生更好的夯实效果、更薄的顶层多孔结构。目前,不但可以通过冷喷涂[2-4],还可以通过激光熔覆[1,5-6]、等离子喷涂[7-9]、爆炸喷涂[10]、超音速喷涂[11]、电子束沉积[12]及磁控溅射[13]等多种表面技术制备钛合金涂层,以提高基体的耐腐蚀性能[1,11]、阻燃性[5]、焊接性[6]、抗污性[12]以及生物相容性和骨整合性能[9,14]。等离子喷涂工艺参数对钛合金涂层性能影响显著[8]。爆炸喷涂钛基涂层中存在非晶结构和分散的纳米陶瓷化合物,表现出较高的塑性、硬度(16 GPa)和结合强度(52.5~53.0 MPa)。通过控制超音速火焰喷涂时高速氧燃料中氮气的流量,可以制备出具有不同氧化程度和孔隙率的钛涂层;该涂层在人工海水中具有优异的耐腐蚀性能[11]。激光重熔可进一步提高Al7075铝合金表面冷喷涂Ti6Al4V钛合金涂层的硬度[3]。当采用激光熔覆技术在低碳钢表面制备的钛合金涂层稀释率最低(9.9%)时,耐腐蚀性能最好[1]。采用激光熔覆技术在Ti6Al4V合金基体上制备了具有优异阻燃性能的β稳定钛合金Ti-25V-15Cr-0.2Si涂层,涂层的抗拉强度超过900 MPa,断后伸长率大于9%[5]。此外,采用超音速粉末流和冲击点激光加热复合工艺,将平均直径约45μm的球形Grade 2钛粉沉积在钢管上形成的钛涂层的平均硬度为272 HV,结合强度超过77 MPa[15]。
从经济性的角度看,随着3D打印钛合金粉末的大规模生产,作为副产品的粗颗粒钛合金粉末(粒径大于53μm)产量也随之增多,将其作为涂层原料时显示出诱人的低成本优势,这为钛合金涂层的大规模工程应用奠定了经济基础。但是,目前尚未见粗粉制备钛合金涂层的研究报道。为此,作者针对高铁座椅关键部件的表面防护需求,以粒径为53~106μm的TC4(Ti6Al4V)合金粗粉为原料,分别采用常用的热喷涂(超音速火焰喷涂和大气等离子喷涂)、激光熔覆以及基于超音速火焰喷涂涂层的激光重熔等4种工艺在Q235钢和AA1060工业纯铝基体表面制备钛合金涂层,研究了不同条件制备涂层的微观结构、力学性能、耐腐蚀性能与耐磨性能,以期为钛合金涂层的实际工程应用提供参考。
1. 试样制备与试验方法
1.1 试样制备
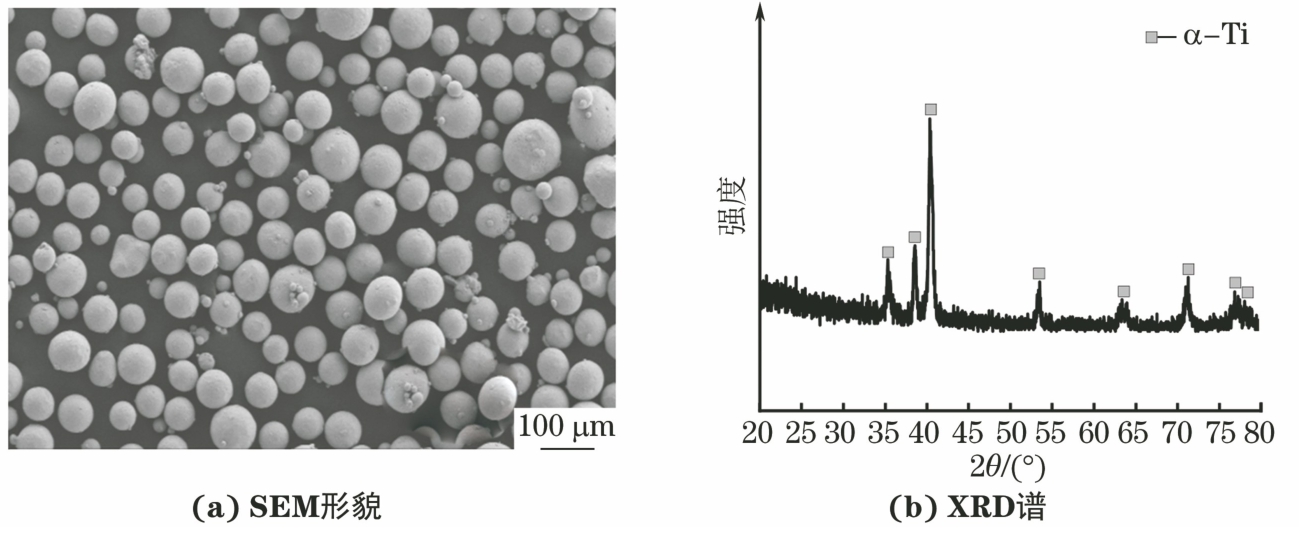
涂层原料选用盘星新型合金材料(常州)有限公司生产的TC4钛合金粉末,粒径在53~106μm,其微观形貌和X射线衍射(XRD)谱如图1所示,可见钛合金粉末多为球形,主要由α相组成。基体选用Q235钢板和AA1060工业纯铝板,尺寸为120 mm×40 mm×10 mm,利用喷砂设备粗化其表面,并清除表面氧化膜等杂质,然后用丙酮清洗表面。采用WOKASTAR 610S型超音速火焰喷涂系统进行超音速火焰喷涂,具体工艺参数为煤油流量17.5 L·h-1、氧气流量680 L·min-1、喷涂线速度60 m·min-1、喷涂距离320 mm、送粉量70 g·min-1;在喷涂过程中基体温度保持在70℃以下,涂层厚度约为225μm。大气等离子喷涂工艺参数为氩气流量6 L·min-1、氢气流量10 L·min-1、粉盘转速0.4 r·min-1、电流640 A、功率50 kW、喷涂距离85 mm、预热温度约80℃,制备涂层的厚度约为250μm。采用南京中科煜宸同轴送粉激光熔覆设备进行单层激光熔覆试验,具体工艺参数为激光功率900 W、光斑直径1.8 mm、扫描速度6 mm·s-1、单道长度30 mm、粉盘转速0.8 r·min-1,所得涂层的厚度约为1 500μm。将超音速火焰喷涂涂层(HVOF涂层)用丙酮清洗干净后放入气氛保护盒中,以0.4 L·min-1的流量从下端进气口充入氩气,10 min后采用GD-ECYW300型脉冲式光纤激光器对HVOF涂层进行激光重熔处理,具体工艺参数为光斑直径0.6 mm、频率10 Hz、脉宽3 ms、搭接率50%,选用的保护气体为纯度99.99%的氩气,激光路径为多道直线;重熔结束后将涂层继续留在气氛保护盒内自然冷却30 min;涂层厚度约为250μm。
![]() 图 1 TC4钛合金粉末的SEM形貌及XRD谱Figure 1. SEM morphology (a) and XRD spectrum (b) of TC4 titanium alloy powder
图 1 TC4钛合金粉末的SEM形貌及XRD谱Figure 1. SEM morphology (a) and XRD spectrum (b) of TC4 titanium alloy powder1.2 试验方法
采用D8 Advance ECO型X射线衍射仪对涂层进行物相分析,管电压为40 kV,管电流为30 mA,采用铜靶,Kα辐射。采用Quanta 250 FEG型场发射环境扫描电子显微镜(SEM)和自带能谱仪(EDS)对涂层进行微观形貌观察和微区成分分析。采用HV-1000B型显微硬度计测涂层的硬度,载荷为9.8 N,保载时间为30 s。按照GB/T 8642—2002,在涂层试样上截取直径为25 mm的圆形试样,使用W AW-300B型微机控制电液伺服液压万能试验机,采用拉伸法测定涂层的结合强度,黏结剂为市售E7胶。采用金相法测定孔隙率,利用ImageJ软件将采集到的图像转化成灰度图像,再通过软件计算图像中黑色区域面积与图像实际面积的比值,即孔隙率。基于XRD谱,根据谢乐公式计算晶粒的平均粒径。在涂层试样上截取尺寸为10 mm×10 mm×10 mm的试样,采用CHI660E型电化学工作站进行电化学试验,采用三电极体系,辅助电极为铂电极,工作电极为工作面积为10 mm×10 mm的涂层,参比电极为饱和甘汞电极(SCE),腐蚀介质为质量分数3.5% NaCl溶液。采用CFT-I型摩擦磨损测试系统进行室温摩擦磨损试验,采用球-面接触的线性往复式摩擦磨损方式,涂层试样的尺寸为10 mm×10 mm×10 mm,对磨球选用直径6 mm的Si3N4球,载荷分别为5,10,20,30 N,往复距离为5 mm,往复速度为1 m·min-1,试验时间为120 min。在摩擦磨损试验过程中利用自带台式计算机记录摩擦因数曲线;利用自带轮廓仪测试磨痕表面轮廓曲线,在5 mm长度的磨痕上均匀选取5个位置进行测试,计算平均磨痕截面积,再由平均磨痕截面积乘以磨痕长度得到磨痕体积,记为磨损量,最后由磨损量除以载荷和滑动距离的乘积,得到磨损率。
2. 试验结果与讨论
2.1 微观结构
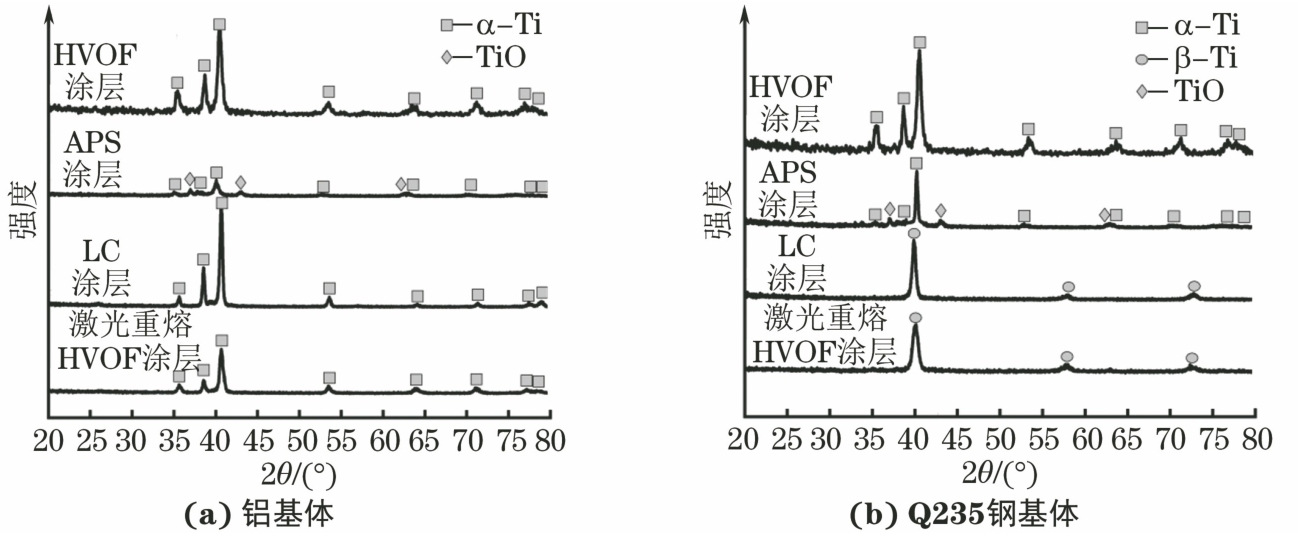
由图2可见,2种基体表面的HVOF涂层的XRD谱与TC4钛合金粉末一致,均以α-Ti为主,这是由于超音速火焰喷涂的焰流温度较低,并且喷涂用TC4钛合金粉末的粒径较大,喷涂粒子吸收热量较少,因此制备出的涂层物相组成与原始粉末保持高度一致。由谢乐公式计算得到铝基体和Q235钢基体表面HVOF涂层的平均粒径分别约为21.8,15.3 nm。大气等离子喷涂涂层(APS涂层)的α-Ti的衍射峰相较于HVOF涂层向小角度方向偏移,衍射峰强度降低,并且出现了TiO相的衍射峰。这是由于大气等离子喷涂的焰流温度较高,即使在氩气保护下也很难避免活性较大的钛元素与氧元素发生反应,同时氧元素作为间隙元素,少量加入即可使钛合金涂层中晶格常数增大、晶面间距增大,因此α-Ti的衍射峰向小角度方向偏移[16]。计算得到铝基体和Q235钢基体表面APS涂层的平均粒径分别约为10.4,3.2 nm。铝基体上激光熔覆涂层(LC涂层)的物相相较于TC4钛合金粉末几乎未发生改变,均以α-Ti相为主,但其衍射峰向大角度方向偏移。在激光熔覆过程中的基体中铝扩散到涂层中,而铝元素为α-Ti相稳定元素,可以起到扩大α相区,提高β相转变温度的作用[17-18],因此涂层中的α-Ti相更加稳定。Q235钢基体表面LC涂层的物相以β-Ti相为主,这是由于铁元素在钛合金中属于共析型β相稳定元素,可以通过置换出体心立方相点阵中心的原子而固溶于β相中,从而降低β相相变温度,促进β相的形成[19]。同时,铁原子的半径与钛原子相差较大,在钛合金中会引起较大的晶格畸变,阻碍位错和滑移的产生,从而提高钛合金涂层的强度和硬度。计算得到铝基体和Q235钢基体表面LC涂层的平均粒径分别约为14.4,7.1 nm。铝基体表面HVOF涂层经激光重熔后,其物相相较于未激光重熔的HVOF涂层几乎未发生改变,均以α-Ti相为主。Q235钢基体表面HVOF涂层经激光重熔后的物相以β-Ti相为主,这也是由于铁元素促进了β相的形成。计算得到铝基体和Q235钢基体表面激光重熔HVOF涂层的平均粒径分别约为12.8,5.9 nm。
![]() 图 2 铝基体和Q235钢基体表面不同工艺制备钛合金涂层的XRD谱Figure 2. XRD patterns of titanium alloy coating prepared by different processes on surface of Al substrate (a) and Q235 steel substrate (b)
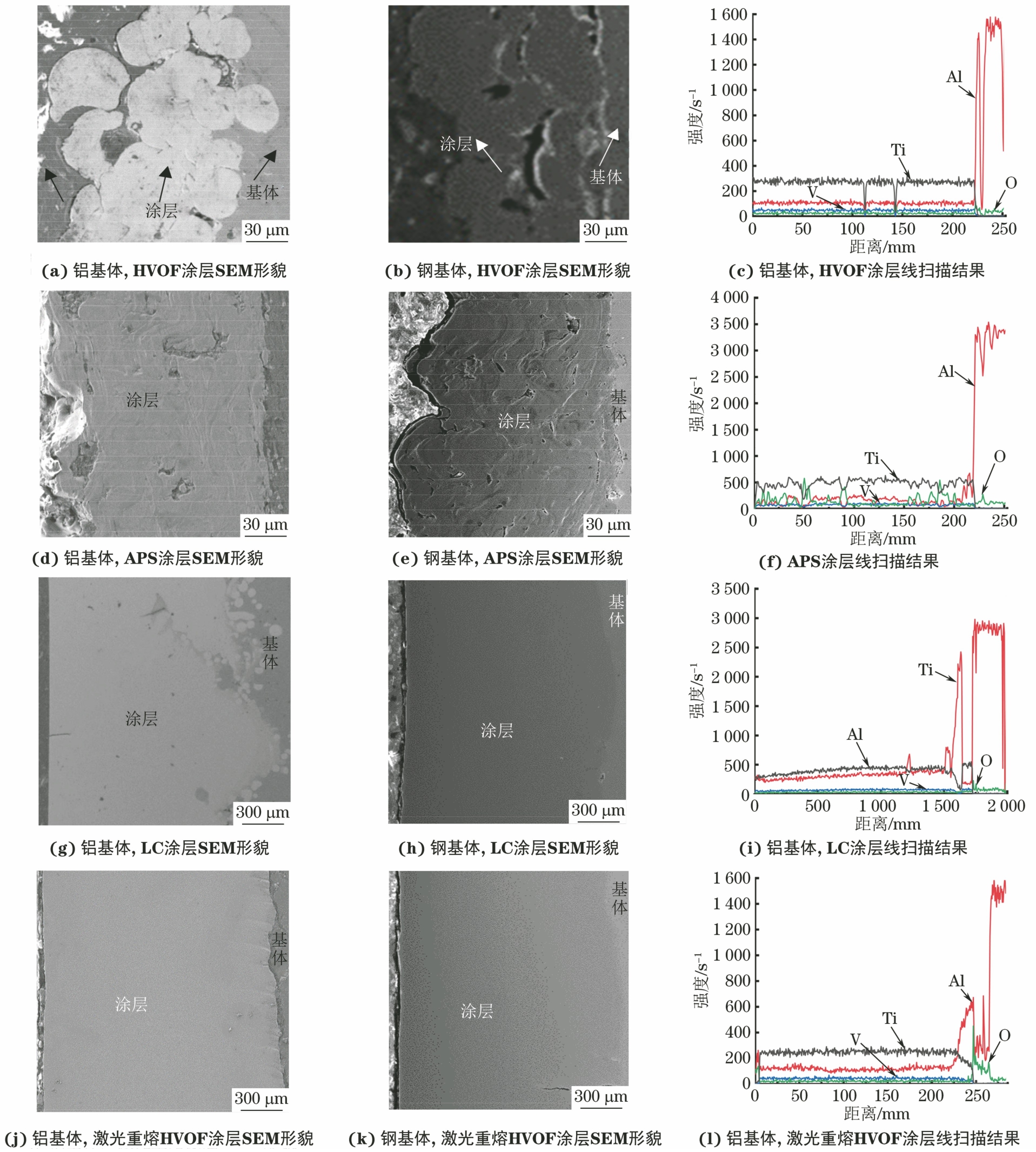
图 2 铝基体和Q235钢基体表面不同工艺制备钛合金涂层的XRD谱Figure 2. XRD patterns of titanium alloy coating prepared by different processes on surface of Al substrate (a) and Q235 steel substrate (b)由图3可以看到,2种基体表面的HVOF涂层均表现出典型的热喷涂涂层的层状结构,粒子扁平化程度低。这主要是由于超音速火焰喷涂过程中的焰流温度较低,喷涂粒子熔化不完全,流动性较差,在撞击基体时难以发生较大程度的变形,因此涂层粒子扁平化程度较低,粒子间间隙较大。HVOF涂层与基体界面处的铝元素含量突然上升,说明涂层与铝基体间几乎不存在元素扩散,二者的结合方式主要为机械结合;同时涂层与基体结合处存在明显间隙。虽然APS涂层与HVOF涂层一样,均表现出典型的热喷涂涂层的层状结构,但APS涂层更加致密,喷涂粒子扁平化程度更高。这是由于在大气等离子喷涂过程中焰流温度较高,喷涂粒子处于完全熔融状态或半熔融状态,在撞击基体时粒子得以充分扁平化。APS涂层与铝基体界面处铝元素含量突然上升,说明二者的结合方式主要为机械结合;同时涂层与基体结合处不存在明显间隙,二者结合较为紧密。LC涂层的组织相较于热喷涂涂层更加致密,几乎不存在孔隙,涂层与铝基体界面处的铝元素含量变化较缓,说明相较于热喷涂涂层依靠喷涂粒子间堆叠所形成的机械结合,LC涂层与基体间发生了元素扩散,结合方式为更加牢靠的冶金结合。基体铝元素对涂层的稀释程度较小,界面处铝元素质量分数未达到25%,因此在XRD谱中并未发现由于铝元素过多而形成的脆性Ti3Al相。Q235钢基体表面LC涂层表面平整,几乎不存在层状结构和孔隙。激光重熔HVOF涂层中无层状结构,孔隙明显减少。激光重熔HVOF涂层与基体结合界面处的铝元素含量变化更为平缓,这说明在激光重熔过程中,HVOF涂层与基体的结合方式由机械结合转变为冶金结合。
![]() 图 3 铝基体和Q235钢基体表面不同工艺制备钛合金涂层的截面SEM形貌和铝基体表面涂层的截面EDS线扫描结果Figure 3. Cross-sectional SEM morphology (a-b, d-e, g-h, j-k) of titanium alloy coating on surface of Al substrate (a, d, g, j) and Q235 steel substrate (b, e, h, k) and EDS linear map results (c, f, i, l) of coating on Al substrate surface: (a-c) HVOF coating; (d-f) APS coating; (g-i) LC coating and (j-l) laser remelting HVOF coating
图 3 铝基体和Q235钢基体表面不同工艺制备钛合金涂层的截面SEM形貌和铝基体表面涂层的截面EDS线扫描结果Figure 3. Cross-sectional SEM morphology (a-b, d-e, g-h, j-k) of titanium alloy coating on surface of Al substrate (a, d, g, j) and Q235 steel substrate (b, e, h, k) and EDS linear map results (c, f, i, l) of coating on Al substrate surface: (a-c) HVOF coating; (d-f) APS coating; (g-i) LC coating and (j-l) laser remelting HVOF coating铝基体和Q235钢基体表面HVOF涂层的平均孔隙率分别约为10%和13%,可见基体材料对于涂层孔隙率有一定的影响。铝基体的硬度和熔点较Q235钢基体低,粒子在与铝基体碰撞的过程中更容易嵌入铝基体,粒子咬合更紧密,因此铝基体表面的涂层孔隙率相对较低。铝基体和Q235钢基体表面APS涂层的平均孔隙率分别约为5%和6%。与HVOF涂层相比,APS涂层的孔隙率显著降低。这是由于在超音速火焰喷涂加热过程中粒径大的喷涂粒子未达到完全熔融态,到达基体表面后的扁平化程度较低,从而形成孔隙较多的非均匀结构[20];而大气等离子喷涂的火焰温度较高,粒子扁平化程度较好,因此孔隙率较低。铝基体和Q235钢基体表面激光重熔HVOF涂层的孔隙率都有明显降低,分别约为0.21%和0.13%,明显低于HVOF涂层。激光重熔工艺通过激光使表面材料瞬间熔化形成熔池,熔池中的液体填补涂层中的间隙,进而减小涂层孔隙率和消除喷涂涂层的层状结构,因此激光重熔工艺可以显著提升HVOF涂层的表面致密性能。
2.2 力学性能
铝基体和Q235钢基体表面HVOF涂层的平均硬度分别约为(276±28)HV和(282±34)HV,基体对涂层硬度的影响较小。铝基体和Q235钢基体表面APS涂层的平均显微硬度分别约为(476±5)HV和(501±6)HV,约为HVOF涂层的2倍。这是由于APS涂层更加致密,同时扁平化程度更高的粒子与基体具有更大的接触面积,冷却速率更大,晶粒更加细小,因此涂层的硬度更高。铝基体和Q235钢基体表面LC涂层的平均显微硬度分别约为(554±11)HV和(596±14)HV。在激光熔覆过程中,基体中的铝和铁等元素扩散进入涂层。根据HUME-ROTHERY[21]的理论,溶质和溶剂原子半径的比值处于0.85~1.15范围时容易形成置换固溶体。铝原子的半径与钛原子相近,扩散进钛合金中会产生置换固溶,导致钛合金涂层发生晶格畸变;有外力作用时晶格畸变会对位错滑移起到一定的阻碍作用,从而发生固溶强化。共析型β相稳定元素铁向钛合金涂层中的扩散降低了β相转变温度,使亚稳态β相在室温下得以稳定存在,而β-Ti相对于α-Ti相具有更高的强度和硬度[22];同时,少量亚稳态β相会析出高强度和高硬度的ω相,对涂层起到硬化作用。此外,铁与钛的原子半径差距较大,引起钛合金发生晶格畸变的程度较铝原子更高,产生的固溶强化作用更强;同时铁元素在钛合金中引起的共析反应转变速率较低,并且激光熔覆时冷却和凝固速率较快,使得晶粒细化的同时抑制了脆性FeTi相的形成。因此,LC涂层的硬度高于HVOF涂层和APS涂层,且Q235钢基体表面的涂层硬度高于铝基体表面的涂层硬度。铝基体和Q235钢基体上的激光重熔HVOF涂层的平均硬度分别约为(614±12)HV和(652±16)HV,比HVOF涂层分别提高了121%和131%。可知激光重熔可以大幅提高HVOF涂层的硬度,且Q235钢基体表面的涂层硬度更高。激光重熔使涂层材料迅速熔化,大幅消除了层状结构、孔隙等缺陷;同时,熔池快速凝固导致晶粒较HVOF涂层更为细小,因此涂层的硬度升高[23];同时基体中铝和铁元素对涂层起到的固溶强化作用,促进涂层硬度的进一步提升。与LC涂层相比,激光重熔HVOF涂层较薄,在激光重熔过程中基体材料对于涂层的稀释作用明显,并且晶粒更加细小,固溶强化和第二相强化作用明显,因此激光重熔HVOF涂层的硬度更高。
铝基体和Q235钢基体表面HVOF涂层的平均结合强度分别约为(19.4±6.7)MPa和(21.2±6.2)MPa,断面主要位于涂层中。当硬度较高的TC4钛合金粒子(约280 HV)撞击在硬度较低的基体(铝基体硬度约为24 HV,Q235钢基体硬度约为240 HV)表面时,基体发生较大的塑性变形,粒子嵌入基体表面形成较为牢固的机械结合。由于在超音速火焰喷涂过程中涂层出现孔隙等缺陷,在拉伸时孔隙处容易出现应力集中现象[24],因此断面主要出现在涂层中。铝基体和Q235钢基体表面APS涂层的平均结合强度分别约为(28.4±5.4)MPa和(30.8±6.2)MPa,与HVOF涂层相比,提高了约30%以上。这主要是由于大气等离子喷涂的焰流温度较高,粒子处于完全熔融状态,当撞击基体表面时,可以快速填充涂层表面孔隙形成更加牢靠的机械结合。由于LC涂层和激光重熔HVOF涂层与基体均呈冶金结合,因此未对其结合强度进行测试。
2.3 耐腐蚀性能
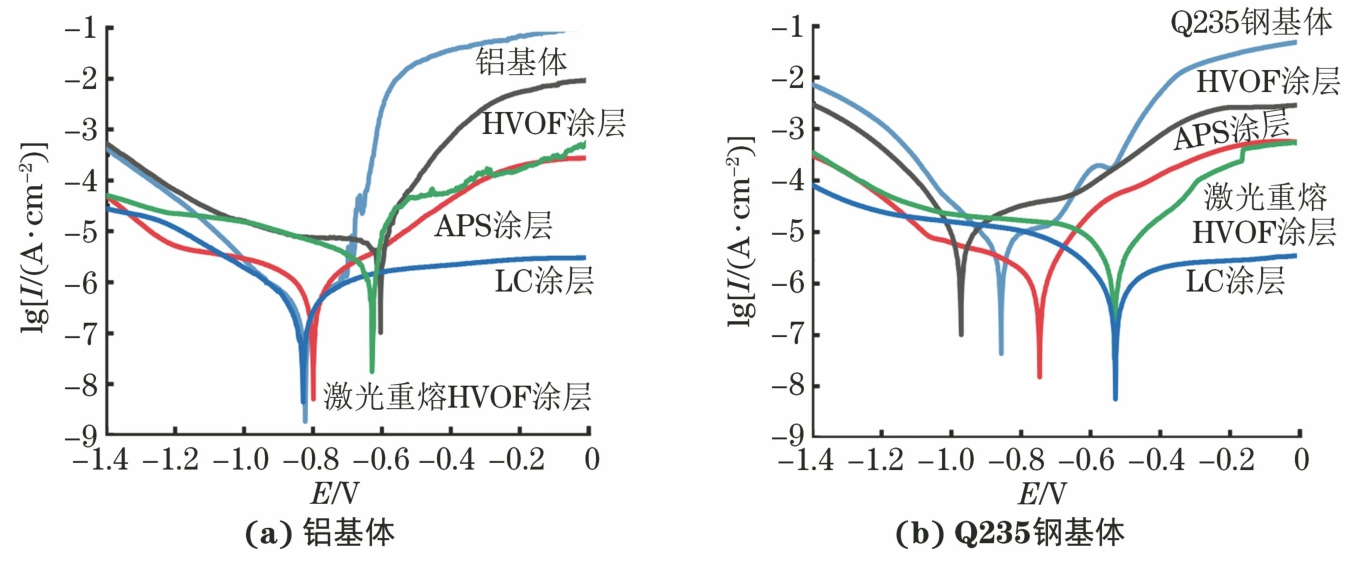
由图4和表1可以看出,制备工艺对TC4钛合金涂层的耐腐蚀性能有着较大的影响。无论是铝基体还是Q235钢基体,表面涂层按照自腐蚀电流密度从小到大的顺序依次为LC涂层、APS涂层、激光重熔HVOF涂层、HVOF涂层。由于LC涂层中不存在层状结构,且孔隙率极低,腐蚀性介质难以进入涂层内部,因此涂层表现出最好的耐腐蚀性能。铝基体上的LC涂层的自腐蚀电流密度略低于基体(0.43μA·cm-2),而Q235钢基体上的LC涂层的自腐蚀电流密度相较于基体(9.86μA·cm-2)下降一个数量级。HVOF涂层中较多的孔隙使基体直接与腐蚀液接触形成原电池而加速腐蚀,因此HVOF涂层的耐腐蚀性能较差。在激光重熔过程中基体元素在涂层中的渗入程度较大,铝元素虽然形成钝化膜的能力较强,但在腐蚀性介质中易形成Ti-Al原电池而加速腐蚀,因此激光重熔HVOF涂层的耐腐蚀性能远低于LC涂层。APS涂层的孔隙率较低,因此相较于HVOF涂层和激光重熔HVOF涂层表现出较好的耐腐蚀性能。在电位大于-0.2 V后所有涂层的腐蚀电流密度变化十分缓慢,这说明此时涂层表面已经形成了较为致密且稳定的氧化膜。2种基体上激光重熔HVOF涂层的腐蚀电流密度均出现一定程度的波动,这主要与钝化膜的分解和形成速率有关。Q235钢基体上的激光重熔HVOF涂层的腐蚀电流密度在电位大于-0.2 V后再次增大,这主要是过钝化现象的影响,此时氯离子侵入涂层表面钝化膜的能力增强,钝化膜出现破损,由基体扩散进入涂层中的铁元素形成钝化膜的能力较差,无法对破损的钝化膜进行及时修补。
![]() 图 4 铝基体和Q235钢基体表面不同工艺制备钛合金涂层在质量分数3.5% NaCl溶液中的静态极化曲线Figure 4. Static polarization curves of titanium alloy coatings prepared by different proceses on surface of Al substrate (a) and Q235 steel substrate (b) in 3.5wt% NaCl solution表 1 不同基体表面不同工艺制备钛合金涂层的自腐蚀电流密度、自腐蚀电位和极化电阻Table 1. Free corrosion current density,free corrosion potential and polarization resistance of titanium alloy coating prepared by different processes on surface of different substrates
图 4 铝基体和Q235钢基体表面不同工艺制备钛合金涂层在质量分数3.5% NaCl溶液中的静态极化曲线Figure 4. Static polarization curves of titanium alloy coatings prepared by different proceses on surface of Al substrate (a) and Q235 steel substrate (b) in 3.5wt% NaCl solution表 1 不同基体表面不同工艺制备钛合金涂层的自腐蚀电流密度、自腐蚀电位和极化电阻Table 1. Free corrosion current density,free corrosion potential and polarization resistance of titanium alloy coating prepared by different processes on surface of different substrates基体 涂层 自腐蚀电流密度/(μA·cm-2) 自腐蚀电位/V 极化电阻/(kΩ·cm2) 铝 HVOF涂层 14.83 -0.604 3.012 APS涂层 0.99 -0.799 48.771 LC涂层 0.41 -0.829 119.781 激光重熔HVOF涂层 4.74 -0.628 12.237 Q235钢 HVOF涂层 9.35 -0.972 7.153 APS涂层 1.47 -0.747 56.348 LC涂层 1.00 -0.529 63.114 激光重熔HVOF涂层 3.74 -0.532 20.863 2.4 摩擦磨损性能
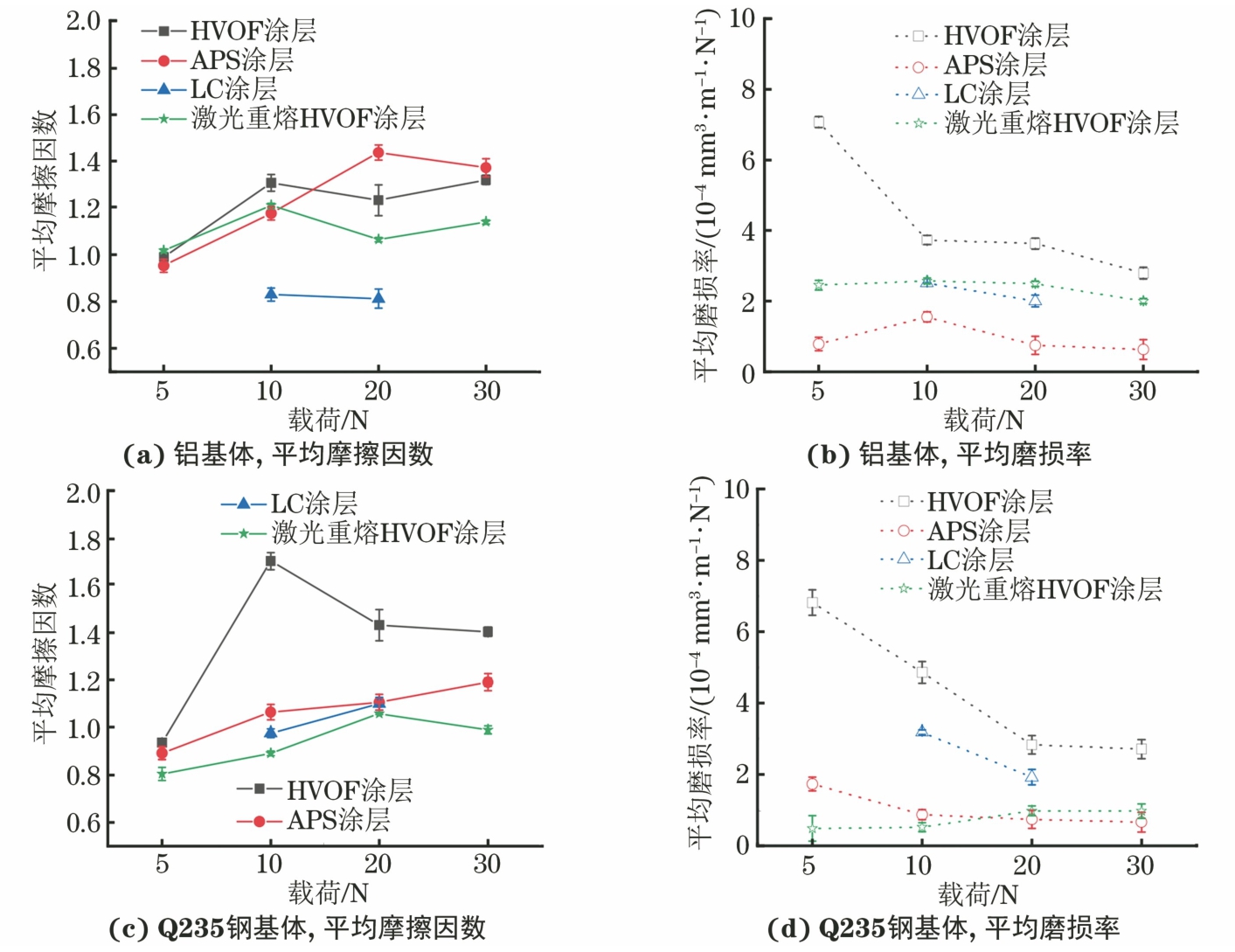
由图5可以看出,不论是铝基体还是Q235钢基体表面,APS涂层均表现出最佳的耐磨性能。在大气等离子喷涂过程中由于焰流温度较高,粒子发生一定程度氧化,氧化物TiO在摩擦磨损过程中起到一定的润滑作用,并且作为硬质颗粒起到提高涂层硬度和耐磨性能的作用;同时,粒子扁平化程度较高,粒子间结合紧密,在循环应力作用时粒子不容易发生剥落。因此,APS涂层的磨损率最低。与LC和激光重熔HVOF涂层相比,APS涂层中存在一定量的孔隙,在摩擦中后期磨屑填充孔隙并被磨球不断压实,这不但可以增加磨球与涂层表面的接触面积,还可以起到一定的滚动减摩作用[15],因此APS涂层的耐磨性能更好。HVOF涂层的粒子扁平化程度过低,孔隙过多,粒子间结合不紧密,表面粗糙度较大,导致在磨球作用于表面时粒子极易发生剥落,因此涂层的平均磨损率最大。铝基体表面的LC涂层的磨损率低于激光重熔HVOF涂层,而Q235钢基体表面激光重熔HVOF涂层的磨损率更小。铝基体上的激光重熔HVOF涂层受到铝元素稀释的影响,其硬度随着与涂层表面距离的增加而较快下降,当磨痕深度增加至低硬度区域时涂层的耐磨性能明显降低。对于Q235钢基体表面的激光重熔HVOF涂层,硬度较高的β相在涂层与基体交界处聚集,在距涂层表面约100μm处的硬度相较于涂层表面有所下降,但是仍然保持着接近于LC涂层的硬度,表现出优于LC涂层的耐磨性能。随着载荷的增大,除Q235钢基体表面的激光重熔HVOF涂层外,其他涂层的平均磨损率均整体呈减小趋势。这可能是由于随着载荷的增大,摩擦热增多,表面瞬时温度升高,钛与空气接触容易发生氧化,而氧化产物阻止了磨球与涂层表面的直接接触,因此平均磨损率减小。对于Q235钢基体表面的激光重熔HVOF涂层,铁元素的扩散导致涂层的物相由α相转变为塑性较差的β相,在对磨球的反复作用下更易产生裂纹。LC涂层和激光重熔HVOF涂层表面几乎不存在孔隙和层状结构,表面粗糙度更小,抵抗裂纹的能力更强,因此平均摩擦因数低于HVOF涂层和APS涂层。
![]() 图 5 铝基体和Q235钢基体表面不同工艺制备钛合金涂层的平均摩擦因数和磨损率随载荷的变化曲线Figure 5. Average wear rate (a, c) and average friction coefficient (b, d) vs load of titanium alloy coating prepared by different processes on surface of Al substrate (a-b) and Q235 steel substrate (c-d)
图 5 铝基体和Q235钢基体表面不同工艺制备钛合金涂层的平均摩擦因数和磨损率随载荷的变化曲线Figure 5. Average wear rate (a, c) and average friction coefficient (b, d) vs load of titanium alloy coating prepared by different processes on surface of Al substrate (a-b) and Q235 steel substrate (c-d)2.5 磨损机理
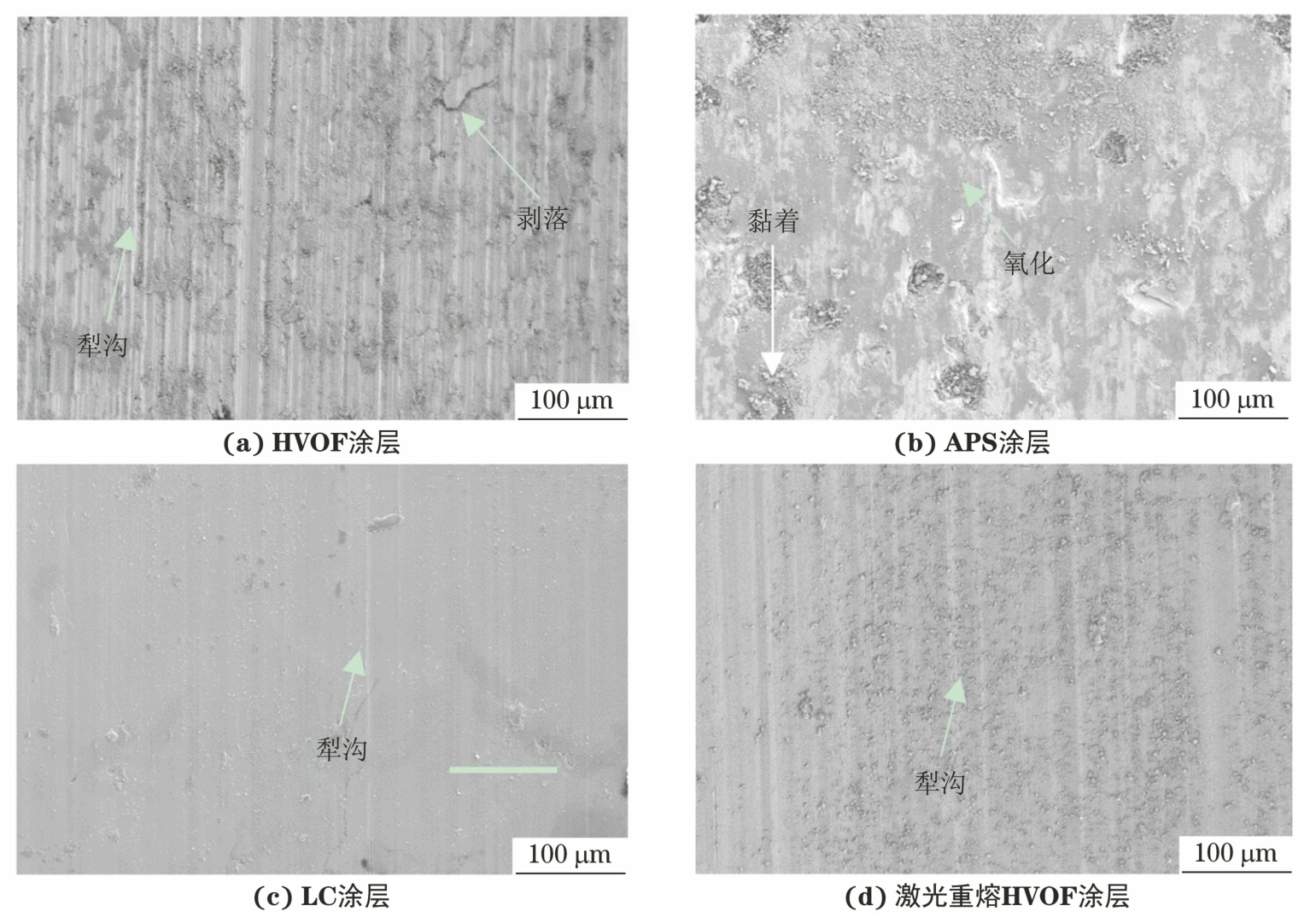
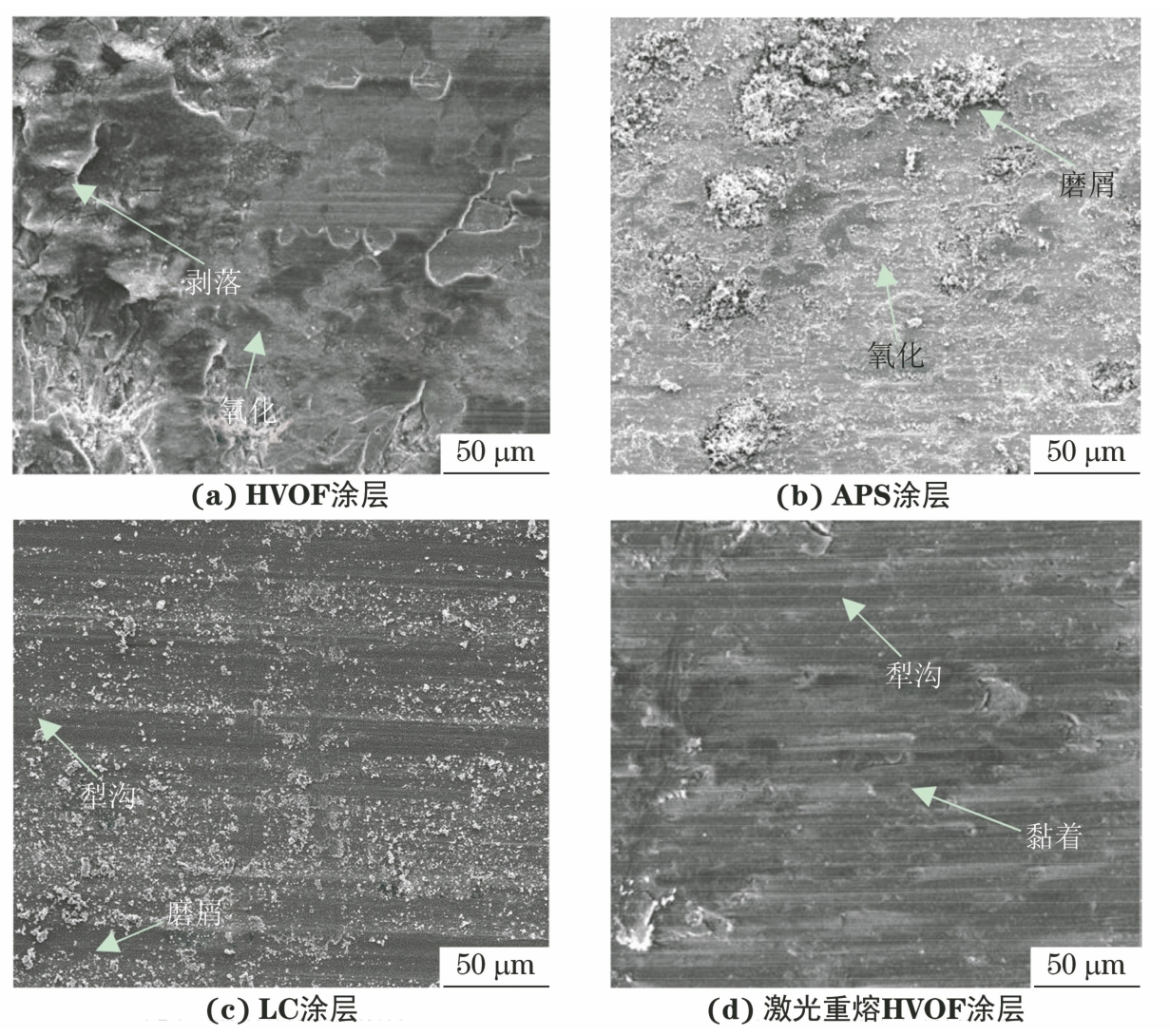
由图6和图7可以看出,铝基体表面HVOF涂层的磨痕表面粗糙,存在明显的犁沟和片状剥落。这主要是由于HVOF涂层的孔隙率较高且存在较多未熔融粒子,在磨球法向应力作用下涂层表面部分材料和磨球发生黏着,并在与磨球相对运动过程中发生撕裂,形成凹坑和凸起;而凸起部分又会在磨球的切向力作用下脱落变成磨屑,进而导致更为剧烈的三体摩擦。相比于铝基体,Q235钢基体表面的HVOF涂层磨损表面呈现更明显的逐层剥落特征。这可能是由于当磨球在水平方向滑动时,摩擦热会导致表面层氧化,而涂层中的层与层之间存在一定间隙,裂纹易于在间隙萌生和扩展,从而形成逐层剥落。铝基体表面LC涂层和激光重熔HVOF涂层不存在层状结构缺陷,孔隙率几乎为0,涂层晶粒细小,同时基体中的铝元素扩散到涂层中引起固溶强化作用,这些均有助于提高涂层的硬度,阻碍裂纹的产生和扩展;磨球在滑动过程中将难以压入高硬度涂层表面。但是由于HVOF涂层的厚度较小,在后续的激光重熔过程中基体铝元素对涂层的稀释较为严重,导致涂层在截面方向上的硬度下降较快,因此磨损表面的犁沟相较于LC涂层更深,磨损较严重。Q235钢基体表面LC涂层磨损表面存在明显的犁沟;而激光重熔HVOF涂层磨损表面除了存在明显的犁沟外还有较多的黏着凸起,呈现部分黏着磨损特征。相比于铝元素,铁元素促进钝化膜形成的能力较弱,因此铝基体上涂层磨损表面更光滑。
![]() 图 6 铝基体表面不同工艺制备钛合金涂层在10 N载荷下的磨损SEM形貌Figure 6. Wear SEM morphology of titanium alloy coating prepared by different processes on Al substrate surface under 10 N load: (a) HVOF coating; (b) APS coating; (c) LC coating and (d) laser remelting HVOF coating
图 6 铝基体表面不同工艺制备钛合金涂层在10 N载荷下的磨损SEM形貌Figure 6. Wear SEM morphology of titanium alloy coating prepared by different processes on Al substrate surface under 10 N load: (a) HVOF coating; (b) APS coating; (c) LC coating and (d) laser remelting HVOF coating![]() 图 7 Q235钢基体表面不同工艺制备钛合金涂层在10 N载荷下的磨损SEM形貌Figure 7. Wear SEM morphology of titanium alloy coating prepared by different processes on Q235 steel substrate surface under 10 N load: (a) HVOF coating; (b) APS coating; (c) LC coating and (d) laser remelting HVOF coating
图 7 Q235钢基体表面不同工艺制备钛合金涂层在10 N载荷下的磨损SEM形貌Figure 7. Wear SEM morphology of titanium alloy coating prepared by different processes on Q235 steel substrate surface under 10 N load: (a) HVOF coating; (b) APS coating; (c) LC coating and (d) laser remelting HVOF coating3. 结论
(1)铝基体和Q235钢基体表面制备的超音速火焰喷涂涂层、大气等离子喷涂涂层的主要物相为α相,大气等离子喷涂涂层还含有一定量的TiO相;铝基体表面的激光熔覆涂层和激光重熔超音速火焰喷涂涂层的主要物相为α相,Q235钢基体表面则为β相。超音速火焰喷涂涂层和大气等离子喷涂涂层为层状结构,与基体结合方式为机械结合,孔隙率分别不低于10%和不低于5%;激光熔覆涂层和激光重熔超音速火焰喷涂涂层不存在层状结构,结构更加致密,晶粒更加细小,与基体的结合方式均为冶金结合,铝基体和Q235钢基体表面激光重熔超音速火焰喷涂涂层的孔隙率分别约为0.21%和0.13%。
(2)铝基体和Q235钢基体表面大气等离子喷涂涂层的平均硬度分别约为476,501 HV,约为超音速火焰喷涂涂层硬度的2倍,激光熔覆涂层的平均硬度分别约为554,596 HV,而激光重熔超音速火焰喷涂涂层的平均硬度分别约为614,652 HV;Q235钢基体表面涂层的硬度高于铝基体表面的涂层。大气等离子喷涂涂层的平均结合强度约为30 MPa,比超音速火焰喷涂涂层高30%以上。
(3)2种基体表面制备的涂层按照自腐蚀电流密度从小到大的顺序依次为激光熔覆涂层、大气等离子喷涂涂层、激光重熔超音速火焰喷涂涂层、超音速火焰喷涂涂层,激光熔覆涂层具有最优异的耐腐蚀性能。在铝基体表面,激光熔覆涂层的摩擦因数最小,大气等离子喷涂涂层的磨损率最小;在钢基体表面,激光重熔超音速火焰喷涂涂层的摩擦因数最小,激光重熔超音速火焰喷涂涂层和大气等离子喷涂涂层的磨损率相近,且小于激光熔覆涂层和超音速火焰喷涂涂层。大气等离子喷涂技术在采用粗粉制备TC4钛合金涂层方面具有最佳的性能与成本优势。
-
![]()
图 1 TC4钛合金粉末的SEM形貌及XRD谱
Figure 1. SEM morphology (a) and XRD spectrum (b) of TC4 titanium alloy powder
![]()
图 2 铝基体和Q235钢基体表面不同工艺制备钛合金涂层的XRD谱
Figure 2. XRD patterns of titanium alloy coating prepared by different processes on surface of Al substrate (a) and Q235 steel substrate (b)
![]()
图 3 铝基体和Q235钢基体表面不同工艺制备钛合金涂层的截面SEM形貌和铝基体表面涂层的截面EDS线扫描结果
Figure 3. Cross-sectional SEM morphology (a-b, d-e, g-h, j-k) of titanium alloy coating on surface of Al substrate (a, d, g, j) and Q235 steel substrate (b, e, h, k) and EDS linear map results (c, f, i, l) of coating on Al substrate surface: (a-c) HVOF coating; (d-f) APS coating; (g-i) LC coating and (j-l) laser remelting HVOF coating
![]()
图 4 铝基体和Q235钢基体表面不同工艺制备钛合金涂层在质量分数3.5% NaCl溶液中的静态极化曲线
Figure 4. Static polarization curves of titanium alloy coatings prepared by different proceses on surface of Al substrate (a) and Q235 steel substrate (b) in 3.5wt% NaCl solution
![]()
图 5 铝基体和Q235钢基体表面不同工艺制备钛合金涂层的平均摩擦因数和磨损率随载荷的变化曲线
Figure 5. Average wear rate (a, c) and average friction coefficient (b, d) vs load of titanium alloy coating prepared by different processes on surface of Al substrate (a-b) and Q235 steel substrate (c-d)
![]()
图 6 铝基体表面不同工艺制备钛合金涂层在10 N载荷下的磨损SEM形貌
Figure 6. Wear SEM morphology of titanium alloy coating prepared by different processes on Al substrate surface under 10 N load: (a) HVOF coating; (b) APS coating; (c) LC coating and (d) laser remelting HVOF coating
![]()
图 7 Q235钢基体表面不同工艺制备钛合金涂层在10 N载荷下的磨损SEM形貌
Figure 7. Wear SEM morphology of titanium alloy coating prepared by different processes on Q235 steel substrate surface under 10 N load: (a) HVOF coating; (b) APS coating; (c) LC coating and (d) laser remelting HVOF coating
表 1 不同基体表面不同工艺制备钛合金涂层的自腐蚀电流密度、自腐蚀电位和极化电阻
Table 1 Free corrosion current density,free corrosion potential and polarization resistance of titanium alloy coating prepared by different processes on surface of different substrates
基体 涂层 自腐蚀电流密度/(μA·cm-2) 自腐蚀电位/V 极化电阻/(kΩ·cm2) 铝 HVOF涂层 14.83 -0.604 3.012 APS涂层 0.99 -0.799 48.771 LC涂层 0.41 -0.829 119.781 激光重熔HVOF涂层 4.74 -0.628 12.237 Q235钢 HVOF涂层 9.35 -0.972 7.153 APS涂层 1.47 -0.747 56.348 LC涂层 1.00 -0.529 63.114 激光重熔HVOF涂层 3.74 -0.532 20.863  下载: 导出CSV
下载: 导出CSV
-
[1] GAO W, WANG S C, HU K K, et al. Effect of laser cladding speed on microstructure and properties of titanium alloy coating on low carbon steel[J]. Surface and Coatings Technology, 2022, 451: 129029. [2] LI C J, LI W Y. Deposition characteristics of titanium coating in cold spraying[J]. Surface and Coatings Technology, 2003, 167(2/3): 278-283. [3] ZYBAŁA R, BUCHOLC B, KASZYCA K, et al. Properties of cold sprayed titanium and titanium alloy coatings after laser surface treatment[J]. Materials, 2022, 15(24): 9014. [4] SUN J F, HAN Y, CUI K. Innovative fabrication of porous titanium coating on titanium by cold spraying and vacuum sintering[J]. Materials Letters, 2008, 62(21/22): 3623-3625. [5] ZHANG F Y, QIU Y, HU T T, et al. Microstructures and mechanical behavior of beta-type Ti-25V-15Cr-0.2Si titanium alloy coating by laser cladding[J]. Materials Science and Engineering: A, 2020, 796: 140063. [6] XU Z W, HUANG Z, RUAN Z J. Laser cladding of titanium alloy coating on titanium aluminide alloy substrate[J]. Transactions of Nonferrous Metals Society of China, 2003, 13(5): 1155-1159. [7] ZHOU H, LIU Z, LUO L C. Microstructural characterization of shrouded plasma-sprayed titanium coatings[J]. Journal of Manufacturing and Materials Processing, 2019, 3(1): 4. [8] WANG C, ZHOU H B. Atmospheric plasma sprayed titanium coatings [J]. Rare Metal Materials and Engineering, 2013, 42: 139-142. [9] XIE Y T, YANG F, ZHENG X B, et al. Nano-structured titanium coating for improving biological performance[J]. Journal of Nanoscience and Nanotechnology, 2011, 11(12): 10770-10773. [10] KOVALEVA M, TYURIN Y, KOLISNICHENKO O, et al. Properties of detonation nanostructured titanium-based coatings[J]. Journal of Thermal Spray Technology, 2013, 22(4): 518-524. [11] KAWAKITA J, KURODA S, FUKUSHIMA T, et al. Dense titanium coatings by modified HVOF spraying[J]. Surface and Coatings Technology, 2006, 201(3/4): 1250-1255. [12] ANIS S F, LALIA B S, HASHAIKEH R, et al. Titanium coating on ultrafiltration inorganic membranes for fouling control[J]. Separation and Purification Technology, 2022, 282: 119997. [13] DASGUPTA A, SINGH A, PARIDA P K, et al. Structural characteristics of titanium coating on copper substrates[J]. Bulletin of Materials Science, 2011, 34(3): 483-489. [14] SCHIEFER H, BRAM M, BUCHKREMER H P, et al. Mechanical examinations on dental implants with porous titanium coating[J]. Journal of Materials Science: Materials in Medicine, 2009, 20(8): 1763-1770. [15] LUPOI R, SPARKES M, COCKBURN A, et al. High speed titanium coatings by supersonic laser deposition[J]. Materials Letters, 2011, 65(21/22): 3205-3207. [16] WEI Q Q, WANG L Q, FU Y F, et al. Influence of oxygen content on microstructure and mechanical properties of Ti-Nb-Ta-Zr alloy[J]. Materials & Design, 2011, 32(5): 2934-2939. [17] 辛社伟,赵永庆,曾卫东 .Al元素对Ti40阻燃钛合金550 ℃热稳定性的影响[J].中国有色金属学报,2007,17(9):1475-1480. XIN S W, ZHAO Y Q, ZENG W D. Effect of alloying element Al on thermal stability of Ti40 burn-resistant titanium at 550 ℃[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(9): 1475-1480.
[18] 周俊,汪宏斌,徐雨浩,等 .固溶处理对TC4钛合金组织和力学性能的影响[J].上海金属,2023,45(6):47-54. ZHOU J, WANG H B, XU Y H, et al. Effect of solution treatment on microstructure and mechanical properties of TC4 titanium alloy[J]. Shanghai Metals, 2023, 45(6): 47-54.
[19] ZHANG L G, ZHOU J Y, WANG Z Y, et al. Design of high strength titanium alloy through finding a critical composition with ultra-fine α phase[J]. Materials Research Express, 2020, 7(2): 026541. [20] BAI Y, ZHAO L, WANG Y, et al 。Fragmenttion of in-flight particles and its influence on the microstructure and mechanical property of YSZ coating deposited by supersonic atmospheric plasma spraying[J]. Journal of Alloys and Compounds, 2015, 632: 794-799. [21] HUME-ROTHERY W. The structure of metals and alloys [J]. Indian Journal of Physics, 1969, 11: 74-84. [22] KOLLI R P, JOOST W J, ANKEM S. Phase stability and stress-induced transformations in beta titanium alloys[J]. JOM, 2015, 67(6): 1273-1280. [23] FURUKAWA M, HORITA Z, NEMOTO M, et al. Microhardness measurements and the Hall-Petch relationship in an Al-Mg alloy with submicrometer grain size[J]. Acta Materialia, 1996, 44(11): 4619-4629. [24] MURUGAN K, RAGUPATHY A, BALASUBRAMANIAN V, et al. Optimizing HVOF spray process parameters to attain minimum porosity and maximum hardness in WC-10Co-4Cr coatings[J]. Surface and Coatings Technology, 2014, 247: 90-102.
计量
- 文章访问数: 7
- HTML全文浏览量: 6
- PDF下载量: 5
