
Laser-MIG Hybrid Backing Welding Process Optimization of One-Side Welding with Back Formation for 5083 Aluminum Alloy
-
摘要:
采用激光-熔化极惰性气体保护电弧(MIG)复合焊对5083铝合金板进行打底焊,以模拟铝合金罐体单面成形对接焊缝,研究了激光束摆动方式(不摆动、直线摆动、圆形摆动、方形摆动)、激光功率(2.5~4.0 kW)、组对间隙(0,1 mm)和错边(0,1 mm)对焊缝成形质量的影响,并分析了优化工艺下接头的力学性能。结果表明:在3.0 kW激光功率下,当激光束不摆动时,焊缝背面不连续并伴有凹坑,当激光束直线摆动时,焊缝内部存在大量气孔;在圆形激光束摆动模式下,当激光功率为2.5 kW时,焊缝背面未形成连续的全熔透焊缝,当激光功率为4.0 kW时,焊缝出现严重的下塌现象。3.0~3.5 kW激光功率以及圆形或方形激光束摆动模式能够实现单面焊背面自由成形,且焊缝成形良好,在不同组对间隙和错边条件下表现出较强的适应性;在激光功率为3.0 kW、激光束摆动模式为圆形摆动的优化工艺下,焊接接头抗拉强度达到母材的90%,正弯和背弯后接头中均未出现裂纹和其他开口缺陷,满足工程应用要求。
-
关键词:
- 罐体用5083铝合金 /
- 激光-MIG复合焊 /
- 单面焊双面成形 /
- 工艺优化
Abstract:The backing welding of 5083 aluminum alloy plate was carried out by hybrid welding laser and melt inert-gas arc (MIG) welding to simulate the one-sided welding with back formation of aluminum alloy tank. The influence of laser beam swing mode (no swing, straight swing, circular swing, square swing),laser power (2.5-4.0 kW), combined gap (0,1 mm), and misalignment (0,1 mm) on weld seam formation quality was studied, and the mechanical properties of welded joint under the optimal process were analyzed. The results show that at 3.0 kW laser power, when the laser beam did not swing, the back of the weld seam was discontinuous and accompanied by pits; when the laser beam swing mode was the straight mode, there were a lot of pores in the weld seam. In the circular laser beam swing mode, no continuous full penetration weld seam was formed on the back of the weld seam at the laser power of 2.5 kW, and the weld seam appeared serious collapse at the laser power of 4.0 kW. The laser power of 3.0-3.5 kW and the circular or square laser beam swing mode could realize the free forming of the back side of one-side welding, and the weld seam was well formed, showing a strong adaptability under different combined gaps and misalignments. Under the optimized process of 3.0 kW laser power and circular laser beam swing mode, the tensile strength of the welded joint could reach 90% that of the base metal, and there were no cracks and other opening defects in the joint after positive bending and back bending, which met the requirements of engineering application.
-
0. 引言
罐式车是指装有罐状容器的货运汽车,专门用于装运液体、粉体及气体等具有流动性的货物,其轻量化对我国实现汽车工业的节能环保和可持续发展具有重要意义[1]。铝合金的密度较小,同体积下质量仅约为碳钢的1/3,且具有良好的耐腐蚀性能、导电性能、能量吸收性能和高回收价值等优势,长期经济效益显著,可取代碳钢作为罐体材料,从而实现罐体轻量化[2-3]。焊接是生产铝合金罐体的主要工序之一,包括拼板直缝焊接以及筒体与筒体、筒体与封头之间的环缝焊接等。目前,常采用双面焊接方法,即一面焊接完成后,对另一面清根打磨后再进行焊接的方法来获得全熔透焊缝,具体焊接技术包括熔化极惰性气体保护电弧焊(MIG焊)、钨极氩弧焊(TIG焊),以及MIG+TIG焊等[4-6]。然而,罐体内部为半封闭的狭小空间,在罐体内进行焊接的效率较低,并且会给焊接人员带来较大的安全隐患。因此,开发单面焊背面自由成形的焊接新技术是罐式车罐体焊接的主要研发方向之一。
激光-电弧复合焊是一种高效高质的焊接技术,在铝合金部件连接方面得到大量研究和应用。蔡创等[7]利用摆动激光与MIG电弧进行了铝合金复合焊试验,发现该焊接方式可以提高熔滴过渡的稳定性,并显著降低焊缝的气孔率。程永明等[8]分别分析了激光-短路MIG电弧复合焊、激光-冷金属过度(CMT)电弧复合焊和激光-脉冲MIG电弧复合焊的工艺特性,发现这3种焊接接头的抗拉强度均达到了母材的90%以上。韩晓辉等[9]对比研究了激光-CMT复合焊、激光-变极性钨极氩弧复合焊和激光-MIG复合焊3种焊接工艺的特点及采用3种工艺焊接6106-T6铝合金焊接接头的组织和性能,分析了接头断裂机理。李巧艳等[10]对高速列车用6 mm厚6082-T6铝合金进行激光-MIG复合焊试验,研究了激光功率、MIG电流、焊接速度、送丝速度和热源间距等工艺参数对焊缝成形及其内部气孔缺陷的影响规律,并分析了焊接接头的组织特征、硬度分布及力学性能等。然而目前,尚未见激光-MIG复合焊技术在铝合金单面焊双面成形全熔透焊接方面的应用研究。为此,作者对某罐体用5083铝合金板进行一系列激光-MIG复合打底焊试验,研究了主要工艺参数对焊缝成形质量的影响规律,并分析其对实际工况的适应能力,以期为激光-MIG复合单面焊双面成形全熔透焊接技术在罐车制造行业的实际工程应用提供理论基础。
1. 试样制备与试验方法
试验用母材为某罐体用5083铝合金板,尺寸为400 mm×100 mm×6 mm;焊接材料为ER5356铝合金焊丝,直径为1.2 mm。母材和焊丝均由某罐式车制造厂家提供。5083铝合金母材和ER5356铝合金焊丝的化学成分如表1所示。
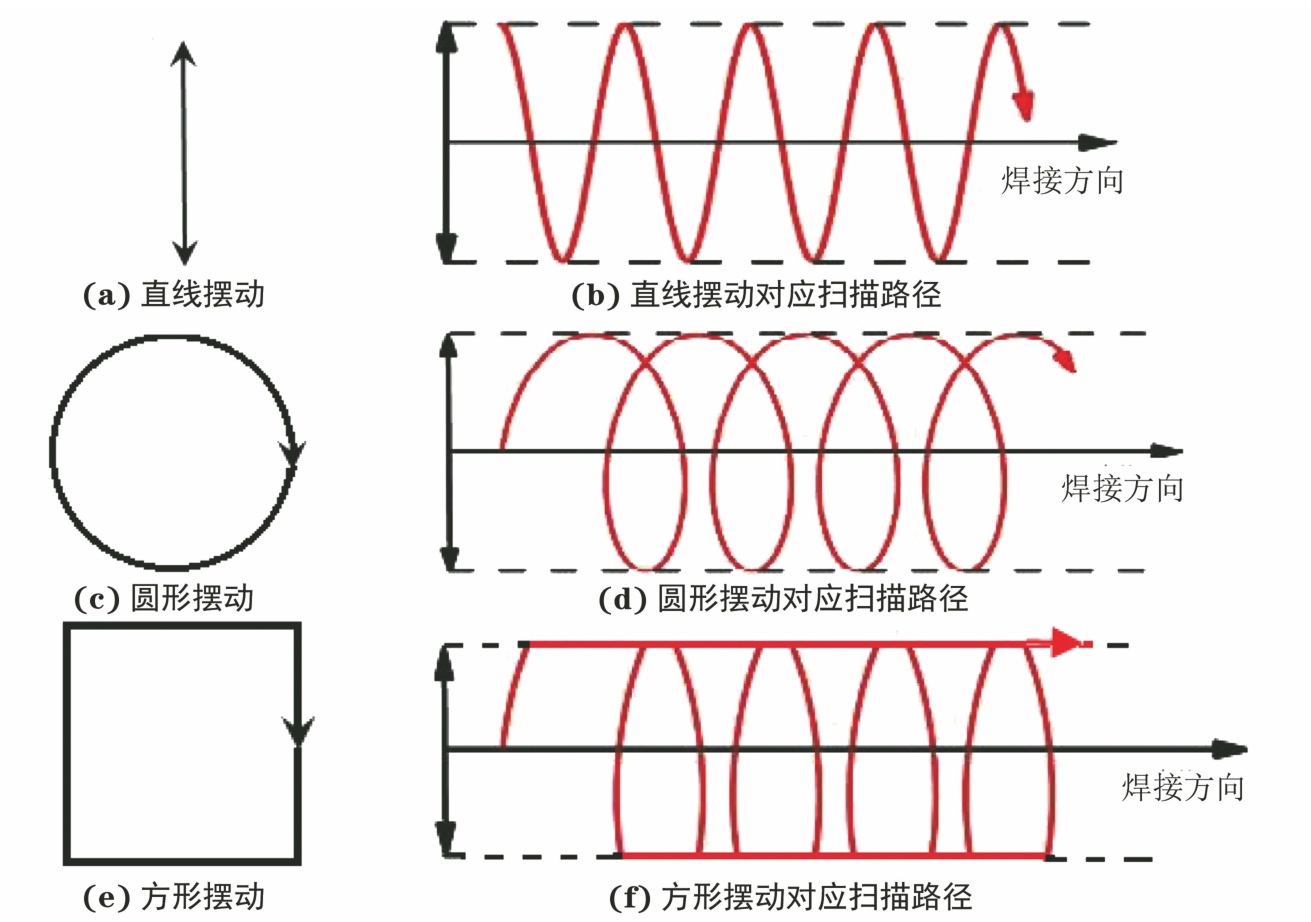
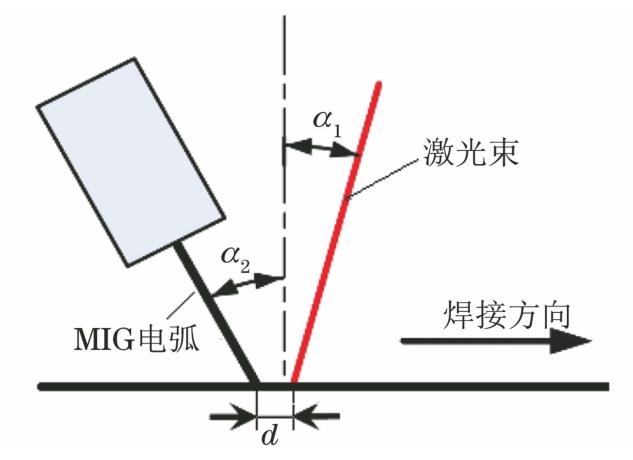
表 1 5083铝合金母材和ER5356铝合金焊丝的化学成分Table 1. Chemical composition of 5083 aluminum alloy base metal and ER5356 aluminum alloy welding wire材料 质量分数/% Mg Si Fe Cu Mn Cr Zn Ti 5083铝合金母材 4.0~4.9 ≤0.4 ≤0.4 0.1 0.40~1.00 0.05~0.25 ≤0.25 ≤0.15 ER5356铝合金焊丝 4.5~5.5 0.25 0.4 0.1 0.05~0.20 0.05~0.20 0.10 ≤0.10 接头采用Y形坡口,坡口角度为60°,钝边高度为3 mm,根部组对间隙为0~1 mm,焊接前使用钢丝刷和丙酮去除焊缝两侧15 mm内的油污和氧化层。采用YA-2FA261型焊接机器人在平焊位置进行激光-MIG复合打底焊接,采用RFL-C6000型连续激光器、YD-500GP5型铝合金脉冲数字MIG电源,保护气体为氩气。激光束与MIG电弧采用旁轴形式复合,激光束在前,与竖直方向的夹角α1为10°,MIG电弧在后,与竖直方向的夹角α2为20°,二者之间的光丝间距d为2 mm,如图1所示。激光束的摆动频率为200 Hz,摆动模式包括直线摆动、圆形摆动和方形摆动,摆动模式及其对应的扫描路径如图2所示,其中直线摆动宽度、圆形摆动直径和方形摆动边长均为2 mm。焊接电流为120 A,焊接速度为1 000 m·min-1,其他参数见表2,设置不同组对间隙和错边参数是为了验证铝合金激光-MIG复合全熔透打底焊对实际工程应用的适应能力。
![]() 图 2 不同激光束摆动模式及对应的扫描路径Figure 2. Different swing modes of laser beam (a, c, e) and corresponding scanning paths (b, d, f): (a-b) straight swing; (c-d) circular swing and (e-f) square swing表 2 激光-MIG复合焊的工艺参数Table 2. Process parameters of laser-MIG hybrid welding
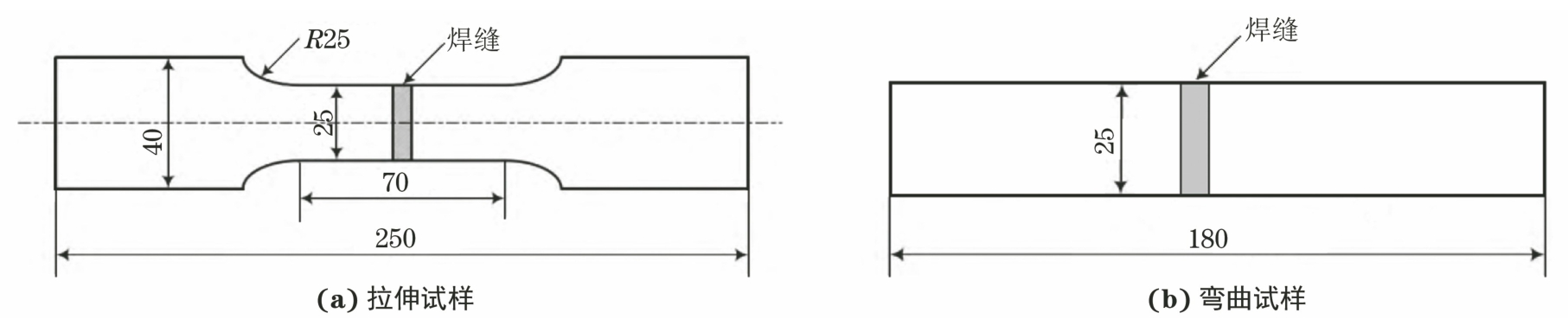
图 2 不同激光束摆动模式及对应的扫描路径Figure 2. Different swing modes of laser beam (a, c, e) and corresponding scanning paths (b, d, f): (a-b) straight swing; (c-d) circular swing and (e-f) square swing表 2 激光-MIG复合焊的工艺参数Table 2. Process parameters of laser-MIG hybrid welding编号 激光功率/kW 摆动模式 组对间隙/mm 错边/mm 1# 3.0 无 0 0 2# 3.0 直线形 0 0 3# 3.0 圆形 0 0 4# 3.0 方形 0 0 5# 2.5 圆形 0 0 6# 3.5 圆形 0 0 7# 4.0 圆形 0 0 8# 3.0 圆形 0 1 9# 3.0 圆形 1 0 10# 3.0 圆形 1 1 按照GB/T 26955-2011在焊接接头上取样,经砂纸研磨、抛光、乙醇清洗,采用盐酸硝酸氢氟酸溶液(30 mL HNO3+30 mL HCl+5 mL HF+35 mL H2O)腐蚀焊缝截面42~55 s,再用乙醇清洗后,采用LEICA S9i型体视显微镜观察焊接接头表面及截面的宏观形貌。利用机械加工方法去除焊缝正反两面未焊接或余高等多余金属,按照GB/T 2651—2008和GB/T 2653—2008,分别制备焊接接头和母材的拉伸试样和弯曲试样,拉伸和弯曲试样的几何尺寸如图3所示。采用WDW-300E型微机控制电子万能试验机进行室温拉伸和弯曲试验,拉伸速度为10 mm·min-1,弯曲试验时的压头直径为20 mm,弯曲角度为180°。
![]() 图 3 拉伸试样和弯曲试样的几何尺寸Figure 3. Geometric dimension of tensile sample (a) and bending sample (b)
图 3 拉伸试样和弯曲试样的几何尺寸Figure 3. Geometric dimension of tensile sample (a) and bending sample (b)2. 试验结果与讨论
2.1 焊缝成形质量
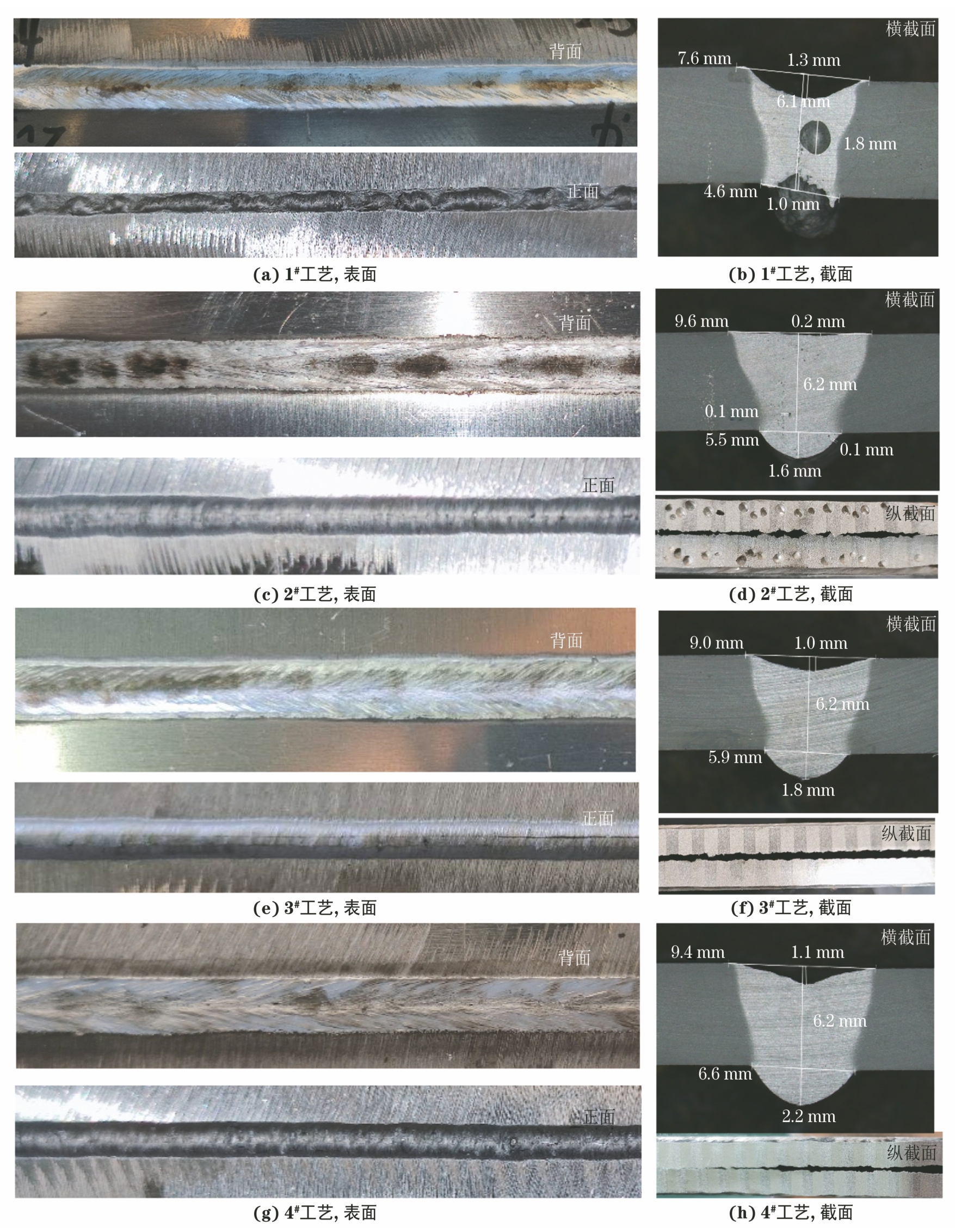
由图4可以看出,当激光束不摆动时(1#工艺),焊缝正面成形均匀一致,但背面存在断续凹坑。观察焊接过程激光和电弧状态可发现,当激光束不摆动时,焊接时焊缝背面出现连续的激光尾焰,此时激光束穿过试验板形成穿孔型焊缝,因此焊缝正面成形均匀一致,但焊缝背面的熔池不连续,伴有断续的凹坑。当激光束摆动时,焊缝背面均未出现激光尾焰,说明在摆动模式下均未形成穿孔型焊缝,而是在激光小孔和MIG焊熔池的共同作用下,形成熔透型焊缝,此时,焊缝正面和背面成形都均匀饱满,且未出现表面气孔、裂纹或不连续的凹坑等缺陷。当激光束以直线模式摆动时,焊缝内部存在大量尺寸为0.8~2.0 mm的圆形气孔。这些气孔主要是由于激光小孔在焊接过程中不稳定,在MIG焊熔池的作用下发生匙孔坍塌,大量气泡不能及时浮出表面,残留在熔池内而形成的匙孔型气孔[11-12]。而当激光束采用圆形和方形模式摆动时,焊缝的熔池中会形成较大的匙孔,匙孔的稳定性更强,有利于熔池内的气泡上浮,从而消除气孔[12-14]。综上,激光束采用圆形或方形模式摆动时,可获得单面焊背面自由成形的熔透型焊缝,焊接过程稳定,焊缝正面和背面成形良好,内部不产生匙孔型气孔。
![]() 图 4 激光功率3.0 kW、不同激光束摆动模式工艺下打底焊焊缝的表面和截面宏观形貌Figure 4. Macromorphology of surface (a,c,e,g) and section (b,d,f,h) of backing weld seam under 3.0 kW laser power and different laser beam swing mode processes: (a-b) 1# process; (c-d) 2# process; (e-f) 3# process and (g-h) 4# process
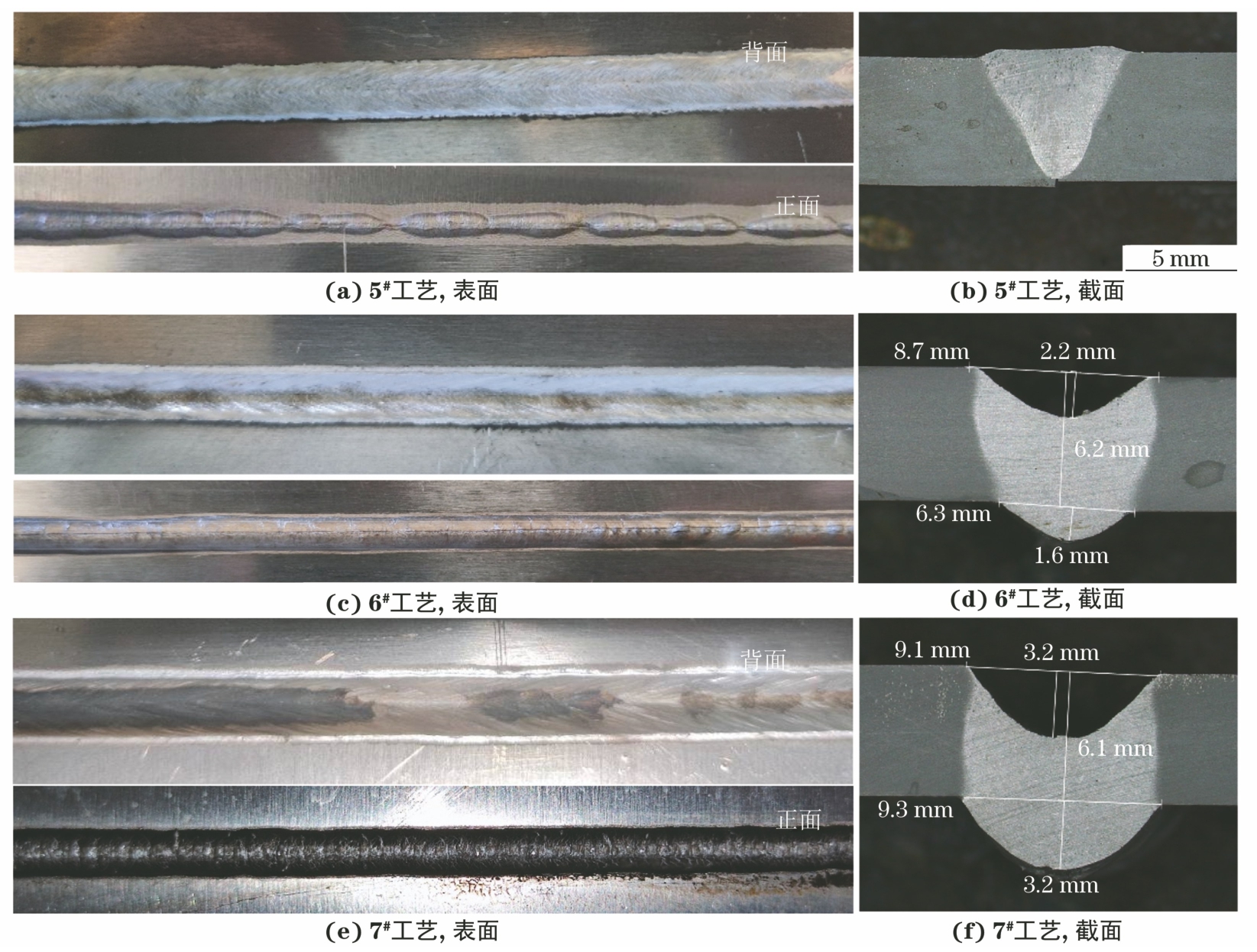
图 4 激光功率3.0 kW、不同激光束摆动模式工艺下打底焊焊缝的表面和截面宏观形貌Figure 4. Macromorphology of surface (a,c,e,g) and section (b,d,f,h) of backing weld seam under 3.0 kW laser power and different laser beam swing mode processes: (a-b) 1# process; (c-d) 2# process; (e-f) 3# process and (g-h) 4# process由图5可以看出:在圆形摆动模式下当激光功率为2.5 kW时,焊接热输入较小,焊缝背面未形成连续的全熔透焊缝;当激光功率为3.0 kW时,背面形成连续均匀的全熔透焊缝,并且随着激光功率的增大,焊缝正面逐渐下凹,而背面的熔宽和余高逐渐增大。当激光功率达到3.5 kW时,正面下凹量约为2.2 mm,背面的熔宽和余高分别增大到6.3,1.6 mm;当激光功率继续增大为4.0 kW时,正面下凹量达到3.2 mm,背面熔宽和余高分别达到9.3,3.2 mm,此时焊缝下塌严重,无法满足实际生产要求。如果激光功率继续增大,则会出现焊漏现象,无法形成连续的焊缝。综上,激光功率在3.0~3.5 kW时,激光-MIG复合焊能够实现铝合金单面焊背面自由成形,得到均匀连续的全熔透焊缝,满足焊接生产要求。
![]() 图 5 不同激光功率、激光束圆形摆动模式下打底焊焊缝的表面和截面宏观形貌Figure 5. Macromorphology of surface (a,c,e) and section (b,d,f) of backing weld seam under different laser powers and circular swing mode of laser beam: (a-b) 5# process; (c-d) 6# process and (e-f) 7# process
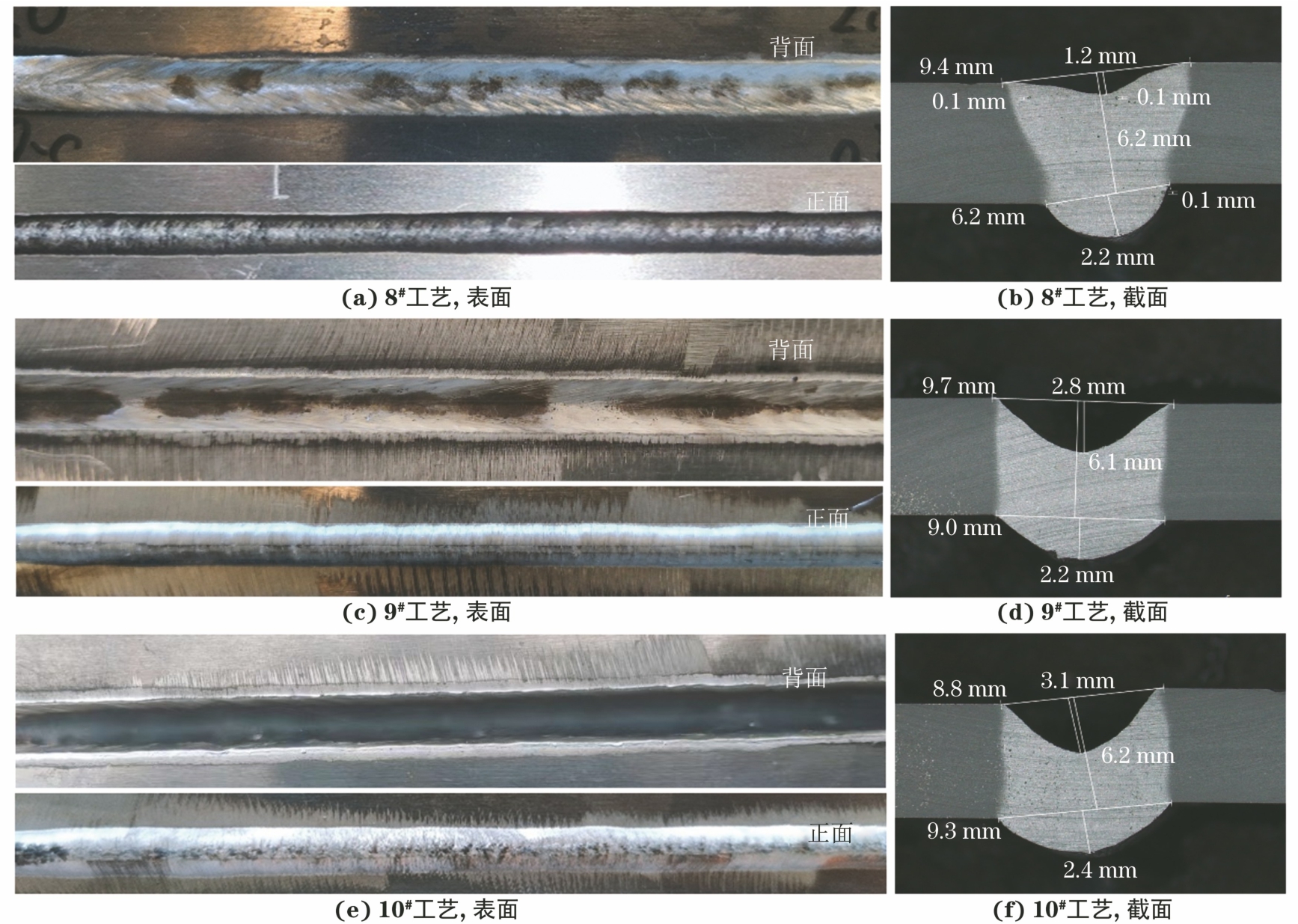
图 5 不同激光功率、激光束圆形摆动模式下打底焊焊缝的表面和截面宏观形貌Figure 5. Macromorphology of surface (a,c,e) and section (b,d,f) of backing weld seam under different laser powers and circular swing mode of laser beam: (a-b) 5# process; (c-d) 6# process and (e-f) 7# process由图6可以看出,不同组对间隙和错边条件下焊缝正面和背面成形都均匀一致,未出现焊漏或未焊透等现象,且焊缝成形良好。这表明铝合金激光-MIG复合全熔透打底焊对焊前工件的组对间隙和错边的适应能力较好,有利于实际工程应用。
![]() 图 6 不同组对间隙、错边下打底焊焊缝的表面和截面宏观形貌(激光功率3.0 kW、激光束圆形摆动模式)Figure 6. Macromorphology of surface (a,c,e) and section (b,d,f) of backing weld seam under different combined gap and misalignment (3.0 kW laser power, circular swing mode of laser beam): (a-b) 8# process; (c-d) 9# process and (e-f) 10# process
图 6 不同组对间隙、错边下打底焊焊缝的表面和截面宏观形貌(激光功率3.0 kW、激光束圆形摆动模式)Figure 6. Macromorphology of surface (a,c,e) and section (b,d,f) of backing weld seam under different combined gap and misalignment (3.0 kW laser power, circular swing mode of laser beam): (a-b) 8# process; (c-d) 9# process and (e-f) 10# process2.2 接头力学性能
以上试验结果表明,当激光功率为3.0~3.5 kW、激光束摆动模式为圆形或方形摆动时,铝合金激光-MIG复合焊焊缝中未产生匙孔型气孔,且能够获得单面焊背面自由成形的全熔透打底焊焊缝。选取激光功率为3.0 kW、激光束摆动模式为圆形摆动、组对间隙和错边均为0的优化工艺对应的接头进行力学性能分析。焊接接头拉伸试样均在焊缝处断裂,抗拉强度为284.5 MPa,约为母材抗拉强度(315.5 MPa)的90%,显著大于常规MIG焊接接头的抗拉强度。观察发现,焊接接头正弯和背弯试验后,试样表面均未出现裂纹和其他开口缺陷,说明焊接接头的弯曲性能良好。铝合金激光-MIG复合全熔透打底焊接头的拉伸性能和弯曲性能均良好,满足实际工程应用要求。
3. 结论
(1)在3.0 kW激光功率下,当激光束不摆动时,铝合金激光-MIG复合焊焊缝正面成形均匀一致,焊缝背面不连续且伴有凹坑;当激光束摆动时,焊缝正面和背面成形均匀饱满,未出现明显缺陷,但在直线摆动下,焊缝内部存在大量圆形气孔;激光束采用圆形或方形摆动模式时,可避免匙孔型气孔的产生,获得单面焊背面自由成形的全熔透焊缝。
(2)在激光束为圆形摆动模式下,当激光功率为2.5 kW时,焊缝背面未形成连续的全熔透焊缝;当激光功率为3.0~3.5 kW时,形成连续均匀的全熔透焊缝且焊缝成形良好;当激光功率为4.0 kW时,焊缝出现严重的下塌现象,无法满足实际生产需要。
(3)在激光功率为3 kW、激光束摆动模式为圆形摆动的优化工艺下,激光-MIG复合打底焊对焊前工件组对间隙和错边等工况条件的适应能力较强,有利于实际工程应用;其焊接接头的抗拉强度可达到母材的90%,且正弯和背弯性能均良好,满足工程应用要求。
-
![]()
图 2 不同激光束摆动模式及对应的扫描路径
Figure 2. Different swing modes of laser beam (a, c, e) and corresponding scanning paths (b, d, f): (a-b) straight swing; (c-d) circular swing and (e-f) square swing
![]()
图 3 拉伸试样和弯曲试样的几何尺寸
Figure 3. Geometric dimension of tensile sample (a) and bending sample (b)
![]()
图 4 激光功率3.0 kW、不同激光束摆动模式工艺下打底焊焊缝的表面和截面宏观形貌
Figure 4. Macromorphology of surface (a,c,e,g) and section (b,d,f,h) of backing weld seam under 3.0 kW laser power and different laser beam swing mode processes: (a-b) 1# process; (c-d) 2# process; (e-f) 3# process and (g-h) 4# process
![]()
图 5 不同激光功率、激光束圆形摆动模式下打底焊焊缝的表面和截面宏观形貌
Figure 5. Macromorphology of surface (a,c,e) and section (b,d,f) of backing weld seam under different laser powers and circular swing mode of laser beam: (a-b) 5# process; (c-d) 6# process and (e-f) 7# process
![]()
图 6 不同组对间隙、错边下打底焊焊缝的表面和截面宏观形貌(激光功率3.0 kW、激光束圆形摆动模式)
Figure 6. Macromorphology of surface (a,c,e) and section (b,d,f) of backing weld seam under different combined gap and misalignment (3.0 kW laser power, circular swing mode of laser beam): (a-b) 8# process; (c-d) 9# process and (e-f) 10# process
表 1 5083铝合金母材和ER5356铝合金焊丝的化学成分
Table 1 Chemical composition of 5083 aluminum alloy base metal and ER5356 aluminum alloy welding wire
材料 质量分数/% Mg Si Fe Cu Mn Cr Zn Ti 5083铝合金母材 4.0~4.9 ≤0.4 ≤0.4 0.1 0.40~1.00 0.05~0.25 ≤0.25 ≤0.15 ER5356铝合金焊丝 4.5~5.5 0.25 0.4 0.1 0.05~0.20 0.05~0.20 0.10 ≤0.10  下载: 导出CSV
下载: 导出CSV
表 2 激光-MIG复合焊的工艺参数
Table 2 Process parameters of laser-MIG hybrid welding
编号 激光功率/kW 摆动模式 组对间隙/mm 错边/mm 1# 3.0 无 0 0 2# 3.0 直线形 0 0 3# 3.0 圆形 0 0 4# 3.0 方形 0 0 5# 2.5 圆形 0 0 6# 3.5 圆形 0 0 7# 4.0 圆形 0 0 8# 3.0 圆形 0 1 9# 3.0 圆形 1 0 10# 3.0 圆形 1 1
下载: 导出CSV
-
[1] 张国生. 铝合金罐式车辆的优化设计、开发及应用[J]. 中国化工装备, 2020, 22(2): 9-13. ZHANG G S. Optimization design, development and application of aluminum alloy tank vehicle[J]. China Chemical Industry Equipment, 2020, 22(2): 9-13.
[2] 杜文学, 周勇. 铝合金罐式运输半挂车技术浅析[J]. 安徽电子信息职业技术学院学报, 2014, 13(5): 42-44. DU W X, ZHOU Y. Technologies of aluminum alloy tank semi-trailer[J]. Journal of Anhui Vocational College of Electronics & Information Technology, 2014, 13(5): 42-44.
[3] 赵舒天, 韦伟, 蒋雪婷, 等. 罐式汽车轻量化的途径和发展趋势[J]. 农业装备与车辆工程, 2011, 49(8): 12-13. ZHAO S T, WEI W, JIANG X T, et al. Approach and trend of the tank car lightweight technology[J]. Agricultural Equipment & Vehicle Engineering, 2011, 49(8): 12-13.
[4] 王金钊全铝合金半挂油罐车罐体双丝CMT焊接系统及工艺研究重庆重庆科技学院2019王金钊. 全铝合金半挂油罐车罐体双丝CMT焊接系统及工艺研究[D]. 重庆: 重庆科技学院, 2019. WANG J ZStudy on twin-wire CMT welding system and process for all-aluminum-alloy semi-trailer tank bodyChongqingChongqing University of Science & Technology2019WANG J Z. Study on twin-wire CMT welding system and process for all-aluminum-alloy semi-trailer tank body[D]. Chongqing: Chongqing University of Science & Technology, 2019.
[5] 李宁宁, 徐雷, 陈希, 等. 铝合金危化品罐车封头双面TIG打底焊接工艺[J]. 热加工工艺, 2021, 50(3): 16-19. LI N N, XU L, CHEN X, et al. Double-sided TIG backing welding process of aluminum alloy head for dangerous chemicals tanker[J]. Hot Working Technology, 2021, 50(3): 16-19.
[6] 吴钦, 许杰能. 单面焊接双面成形技术在铝合金罐车上的应用[J]. 装备制造技术, 2016(10): 150-152. WU Q, XU J N. The user of single side welding and both sides forming technology on making aluminium alloy tank[J]. Equipment Manufacturing Technology, 2016(10): 150-152.
[7] 蔡创, 谢佳, 刘致杰, 等. 铝合金摆动激光-MIG复合焊接特性及气孔控制[J]. 中国激光, 2021, 48(18): 17-26. CAI C, XIE J, LIU Z J, et al. Welding characteristics and porosity control of weaving laser-MIG hybrid welding of aluminum alloys[J]. Chinese Journal of Lasers, 2021, 48(18): 17-26.
[8] 程永明, 梁晓梅, 邹吉鹏, 等. 铝合金激光-MIG电弧复合焊接工艺[J]. 焊接, 2017(11): 6-9. CHENG Y M, LIANG X M, ZOU J P, et al. Laser-MIG arc hybrid welding of aluminum alloy[J]. Welding & Joining, 2017(11): 6-9.
[9] 韩晓辉, 李帅贞, 毛镇东, 等. 高速列车用6106-T6铝合金型材激光-电弧复合焊接工艺及接头性能[J]. 中国激光, 2019, 46(12): 86-94. HAN X H, LI S Z, MAO Z D, et al. Laser-arc hybrid welding process and joint performances of 6106-T6 aluminum alloy profiles for high speed trains[J]. Chinese Journal of Lasers, 2019, 46(12): 86-94.
[10] 李巧艳, 赵昕, 辛志彬, 等. 6082铝合金激光-MIG复合焊接工艺及接头组织性能[J]. 应用激光, 2021, 41(6): 1168-1177. LI Q Y, ZHAO X, XIN Z B, et al. Welding process and mechanical properties of laser-MIG hybrid welding for 6082 aluminum alloy[J]. Applied Laser, 2021, 41(6): 1168-1177.
[11] 黄立进铝合金激光焊及激光-GMAW复合焊气孔形成机理与抑制方法研究上海上海交通大学2018黄立进. 铝合金激光焊及激光-GMAW复合焊气孔形成机理与抑制方法研究[D]. 上海: 上海交通大学, 2018. HUANG L JPorosity formation mechanism and suppression mechanisms in laser welding and hybrid laser-GMAW welding of aluminum alloyShanghaiShanghai Jiao Tong University2018HUANG L J. Porosity formation mechanism and suppression mechanisms in laser welding and hybrid laser-GMAW welding of aluminum alloy[D]. Shanghai: Shanghai Jiao Tong University, 2018.
[12] HUANG L J, HUA X M, WU D S, et al. Numerical study of keyhole instability and porosity formation mechanism in laser welding of aluminum alloy and steel[J]. Journal of Materials Processing Technology, 2018, 252: 421-431. [13] 甄彤, 岑琼瑛, 张梅. 10Mn5钢薄板激光焊接数值模拟及工艺优化[J]. 上海金属, 2023, 45(1): 79-85. ZHEN T, CEN Q Y, ZHANG M. Numerical simulation and process optimization of laser welding of 10Mn5 steel sheet[J]. Shanghai Metals, 2023, 45(1): 79-85.
[14] 周立涛, 王旭友, 王威, 等. 激光扫描焊接工艺对铝合金焊接气孔率的影响[J]. 焊接学报, 2014, 35(10): 65-68. ZHOU L T, WANG X Y, WANG W, et al. Effects of laser scanning welding process on porosity rate of aluminum alloy[J]. Transactions of the China Welding Institution, 2014, 35(10): 65-68.
-
期刊类型引用(1)
1. 温相丽,王彤,袁宁一,李绿洲,丁建宁. 光伏玻璃多功能涂层研究进展及应用. 新能源科技. 2025(02): 1-18 .  百度学术
百度学术
其他类型引用(0)
计量
- 文章访问数: 14
- HTML全文浏览量: 3
- PDF下载量: 5
- 被引次数: 1
