
Effect of NbC and WC Addition on Microstructure and Properties of Laser Cladding Stellite6 Alloy Coating
-
摘要:
采用正交试验设计法对2Cr13不锈钢表面激光熔覆Stellite6合金涂层的工艺进行优化,采用优化工艺制备NbC/Stellite6和WC/Stellite6合金复合涂层,NbC和WC添加量(质量分数)均分别为1%,3%,5%,7%,10%,研究了NbC或WC添加量对复合涂层显微组织、显微硬度及耐蚀性能的影响。结果表明:激光熔覆Stellite6合金涂层的最佳工艺参数为激光功率1 600 W,送粉量40 g·min−1,扫描速度17 mm·s−1;采用最佳工艺制备的2种复合涂层的组织都均匀致密,涂层与不锈钢基体形成良好的冶金结合,NbC/Stellite6合金复合涂层的组织更均匀细小。随着NbC或WC添加量的增加,复合涂层的平均显微硬度均增大,且均高于不锈钢基体和未添加WC或NbC的Stellite6合金涂层,腐蚀速率均下降,且均低于不锈钢基体和未添加WC或NbC的Stellite6合金涂层。添加NbC制备的复合涂层的平均显微硬度和腐蚀速率均比添加WC制备的复合涂层高,平均显微硬度高10~40 HV。
-
关键词:
- 激光熔覆 /
- Stellite6合金涂层 /
- NbC /
- WC /
- 耐腐蚀性能
Abstract:The process of laser cladding Stellite6 alloy coating on 2Cr13 stainless steel surface was optimized by orthogonal experimental design methods. The NbC/Stellite6 and WC/Stellite6 alloy composite coatings were prepared by the optimized process with addition amount (mass fraction) of NbC and WC of 1%, 3%, 5%, 7%, 10%. The effects of NbC or WC addition on the microstructure, microhardness and corrosion resistance of the composite coatings were studied. The results show that the optimal process parameters of laser cladding of Stellite6 alloy coating were listed as follows: laser power of 1 600 W, powder feeding capacity of 40 g·min−1 and scanning speed of 17 mm·s−1. The microstructure of the two composite coatings prepared by the optimal process was uniform and dense, and the coatings formed a good metallurgical bond with the substrate. The microstructure of the NbC/Stellite6 alloy composite coating was more uniform and fine. With the increase of the addition amount of NbC or WC, the average microhardness of the composite coatings increased, which was higher than that of the substrate and Stellite6 alloy coating without WC or NbC, and the corrosion rate decreased, which was lower than that of the substrate and Stellite6 alloy coating without WC or NbC. The average microhardness and corrosion rate of the composite coating prepared by adding NbC were higher than those of the composite coating prepared by adding WC, and the average microhardness was 10–40 HV higher.
-
Keywords:
- laser cladding /
- Stellite6 alloy coating /
- NbC /
- WC /
- corrosion resistance
-
0. 引言
汽轮机叶片是汽轮机中将气流动能转换为有用功的核心部件[1],其材料常采用不锈钢,在服役时易因受到蒸汽冷凝形成的水滴及水滴中掺杂的化学杂质的侵蚀而发生水蚀[2-3]。水蚀会导致叶片叶顶背弧面出现裂纹,甚至形成水蚀坑[4],同时长时间水蚀也会导致叶片进气边缘形成大量微细裂纹[5];这些缺陷的形成会导致叶片的抗疲劳强度降低[6]。
为了解决水蚀问题,通常会采用钎焊或激光熔覆司太立(Stellite)合金的方式在叶片表面加盖覆盖层,或者对叶片表面进行淬火处理。钎焊司太立合金形成的焊层与基材的结合强度不足,容易脱落,焊层形状也难以与叶型吻合,并且钎焊质量不稳定、难以控制;淬火处理难以调控温度、不易保证叶片淬火部位受热均匀,会使叶片产生较大变形、出现裂纹,导致硬度不均匀;相比之下,激光熔覆司太立合金涂层具有晶粒细小、厚度易调节等优点[7-9]。Stellite6合金是司太立合金中综合性能最优的一种钴基合金,具有优异的耐磨性、耐蚀性和韧性,在激光熔覆领域常被用作硬质耐磨涂层或耐蚀涂层材料[10]。SINGH等[11]在13Cr4Ni马氏体不锈钢上激光熔覆Stellite6合金涂层后,其耐汽蚀性比13Cr4Ni马氏体不锈钢提高了90%以上,表面硬度和耐固体粒子侵蚀性能也得到提高。然而,汽轮机叶片除了需要满足耐蚀性要求外,还要满足耐高温、高强度和抗疲劳等性能,单一Stellite6合金熔覆层难以全面满足这些性能要求。陶瓷颗粒(WC、NbC等)常作为增强颗粒,当添加到金属粉末中进行激光熔覆时,增强颗粒在激光能量辐射作用下部分甚至全部熔化,所含元素进入液态熔池中,凝固时或固溶于基体产生固溶强化作用,或者生成各类碳化物,从而提高熔覆层的硬度和耐磨性[12-13];同时,保留在熔覆层中的未熔化增强颗粒也会大幅提高耐磨性。钟敏霖等[14]制备了添加WC的Stellite6合金激光熔覆层,发现当WC质量分数低于18%时熔覆层不会出现裂纹,超过18%时出现裂纹,影响到叶片的耐蚀性。目前,关于陶瓷颗粒NbC在激光熔覆领域的研究较少。作者通过正交试验得到激光熔覆Stellite6合金涂层的优化工艺,采用优化工艺制备添加NbC或WC的Stellite6合金复合涂层,研究了NbC或WC添加量对复合涂层组织和性能的影响。
1. 试样制备与试验方法
基体材料为2Cr13不锈钢(取自某汽轮机叶片),化学成分(质量分数/%,下同)为0.16~0.25C,0.60Si,12.00~14.00Cr,≤0.6Ni,≤0.8Mn,0.15Nb,余Fe。熔覆材料为Stellite6合金粉末(市售),化学成分为1.03C,1.33Si,28.99Cr,2.81Ni,4.41W,0.015 8O,0.05Mn,余Co;NbC粉末,纯度99.9%,粒径在2~4 μm;WC粉末,纯度99.9%,粒径在20~45 μm。
影响激光熔覆结果的参数包括激光功率、扫描速度、搭接率、离焦量、送粉量、保护气体等,其中激光功率、扫描速度和送粉量3个参数最为重要。激光功率主要影响最高温度场梯度及冷却速率,扫描速度会影响熔化深度,送粉量则会影响激光熔覆过程的粉末能量吸收量。选取激光功率、扫描速度和送粉量3个因素,每个因素设置3个水平,如表1所示。
表 1 正交试验因素和水平Table 1. Factors and levels of orthogonal testing水平 激光功率/W 送粉量/(g·min−1) 扫描速度/(mm·s−1) 1 1 400 40 13 2 1 600 45 15 3 1 800 50 17 用角磨机打磨基体表面去除氧化层,用无水乙醇清洗,采用激光熔覆试验设备(KB2690型固体光纤激光器),按照L9(34)正交表熔覆Stellite6合金涂层,保护气体为氩气(纯度为99.9%),送粉方式为同步式,光斑直径为4 mm,搭接率为50%,单层多道。通过硬度指标,确定最佳熔覆工艺参数。采用最佳激光熔覆工艺参数制备NbC/Stellite6合金复合涂层和WC/Stellite6合金复合涂层试样,NbC和WC的添加量(质量分数,下同)均分别为1%,3%,5%,7%,10%。
用线切割机在试样上切取金相试样,用砂纸逐级打磨和抛光,在饱和草酸溶液中电解腐蚀3~5 s,腐蚀电压为2 V,采用IE200M型倒置光学显微镜观察熔覆层显微组织。使用HV-1000Z型显微维氏硬度计测试显微硬度,载荷为3 N,保载时间为10 s,从基体经熔合线至熔覆层方向每隔20 μm取点测试,相同深度处测3个点取平均值。
将试样进行镶嵌处理,保留面积为1 cm2的工作面,对工作面打磨和抛光,然后浸泡在含质量分数3.7%HCl的海水混合溶液(模拟工业环境中的Na+、Cl−和PO43−等腐蚀性离子)中进行腐蚀,腐蚀时间为120 h。称取浸泡腐蚀前后试样的质量,测3个平行试样取平均值,计算腐蚀速率,如下:
(1) 式中:v为试样的盐雾腐蚀速率;m1,m0分别为浸泡腐蚀前后试样的质量;S为试样腐蚀面积;t为腐蚀时长。
2. 试验结果与讨论
2.1 Stellite6合金涂层熔覆工艺优化
纯钴基合金涂层的耐水蚀性能与其硬度的8/3次方成正比[15],故将硬度作为试验指标。表2中,K1,K2,K3分别为各因素在1,2,3水平下测得的硬度之和,M1,M2,M3分别为各因素在1,2,3水平下测得的硬度均值,R为硬度极差。由表2可知:按照对Stellite6合金激光熔覆涂层硬度影响的因素按由大到小排序为扫描速度、激光功率、送粉量;当激光功率为1 600 W、扫描速度为17 mm·s−1、送粉量为40 g·min−1时涂层的硬度最高,即耐水蚀性能最优,该工艺为最优工艺。最优工艺参数下Stellite6合金涂层的平均硬度为675.6 HV,是2Cr13不锈钢基体(452.2 HV)的1.49倍。
表 2 激光熔覆工艺参数优化及三因素极差分析表Table 2. Laser cladding process parameter optimization and three factor range analysis table序号 激光功率/W 送粉量/(g·min−1) 扫描速度/(mm·s−1) 平均硬度/HV a 1 400 40 13 603.8 b 1 400 45 15 618.0 c 1 400 50 17 626.9 d 1 600 40 17 675.6 e 1 600 45 13 639.7 f 1 600 50 15 598.4 g 1 800 40 15 594.1 h 1 800 45 17 613.9 i 1 800 50 13 618.3 K1 1 848.7 1 873.5 1 861.8 K2 1 913.7 1 871.6 1 810.5 K3 1 826.3 1 843.6 1 916.4 M1 616.2 624.5 620.6 M2 637.9 623.9 603.5 M3 608.8 614.5 638.8 R 29.1 10 35.3 2.2 NbC/WC添加量对复合涂层组织的影响
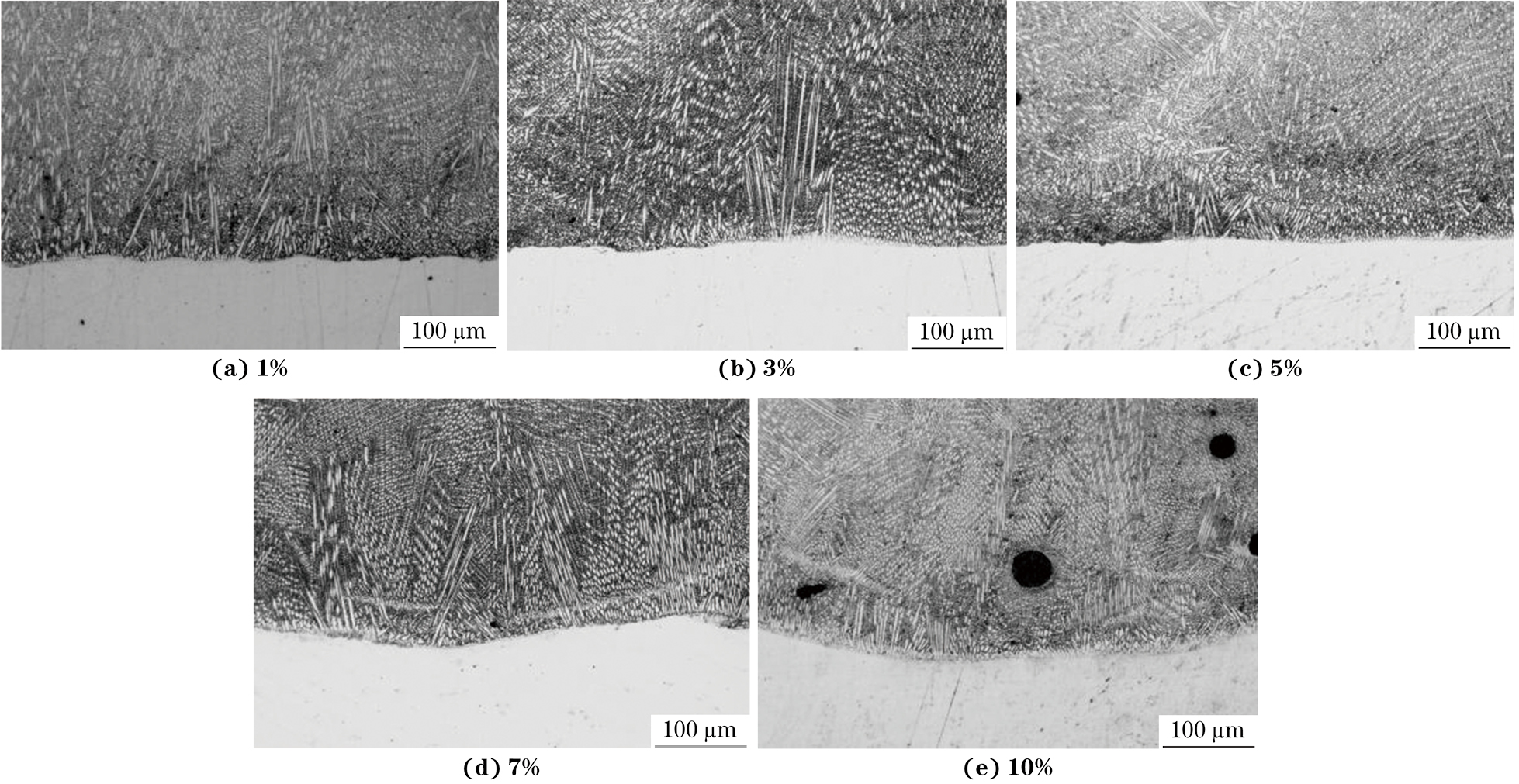
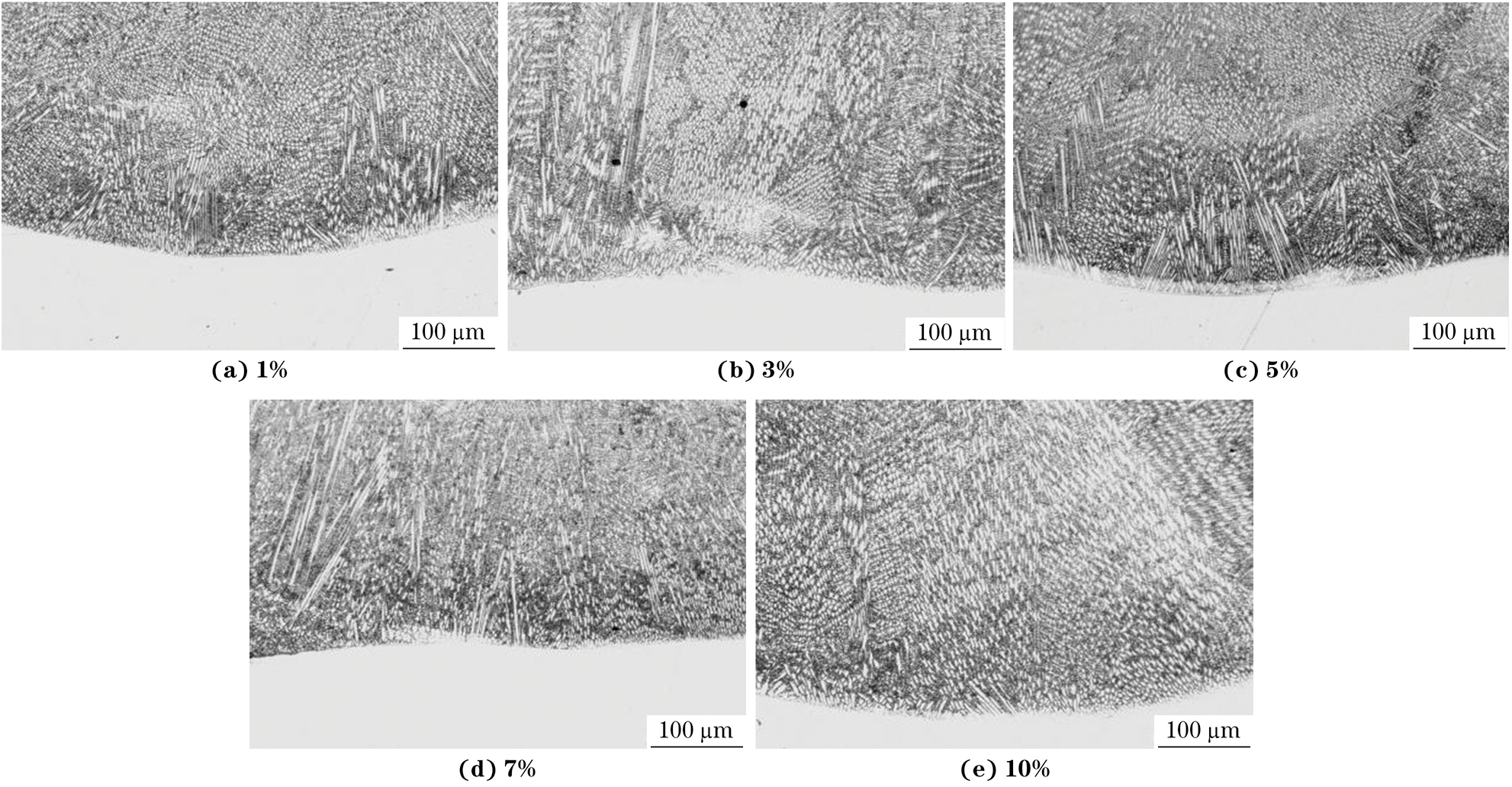
由图1和图2可见:不同NbC和WC添加量下两种复合涂层的组织都均匀致密,主要由柱状晶、树枝晶和等轴晶组成,基本不存在气孔和裂纹,涂层与基材均形成了良好的冶金结合;与WC/Stellite6合金涂层相比,NbC/Stellite6合金复合涂层的组织更均匀细小。随着NbC添加量的增加,NbC/Stellite6合金复合涂层的组织逐渐以等轴晶为主。在激光熔覆过程中,NbC熔化分解,在凝固过程中铌与碳化合生成大量弥散分布的NbC小质点,这些NbC小质点可以作为异质结晶核心,提高凝固结晶过程中的形核率,从而细化组织;另外,NbC更倾向占据晶界位置,降低晶界长大的驱动力,使晶界不易移动,从而有效地阻碍晶粒长大[16]。随着WC添加量的增加,WC/Stellite6合金复合涂层组织中柱状晶数量增加并出现树枝晶;当WC添加量为10%时,WC/Stellite6合金复合涂层中开始出现黑色球状物质,这是因为WC的熔点较高并且颗粒粒径较大,在激光束输入的能量一定时,随着WC含量增加,部分WC颗粒未能完全熔化分解而残留下来。
![]() 图 1 不同添加量NbC/Stellite6合金复合涂层的显微组织Figure 1. Microstructure of NbC/Stellite6 alloy composite coating with different additions of NbC
图 1 不同添加量NbC/Stellite6合金复合涂层的显微组织Figure 1. Microstructure of NbC/Stellite6 alloy composite coating with different additions of NbC![]() 图 2 不同添加量WC/Stellite6合金复合涂层的显微组织Figure 2. Microstructure of WC/Stellite6 alloy composite coating with different additions of WC
图 2 不同添加量WC/Stellite6合金复合涂层的显微组织Figure 2. Microstructure of WC/Stellite6 alloy composite coating with different additions of WC2.3 NbC/WC添加量对复合涂层硬度的影响
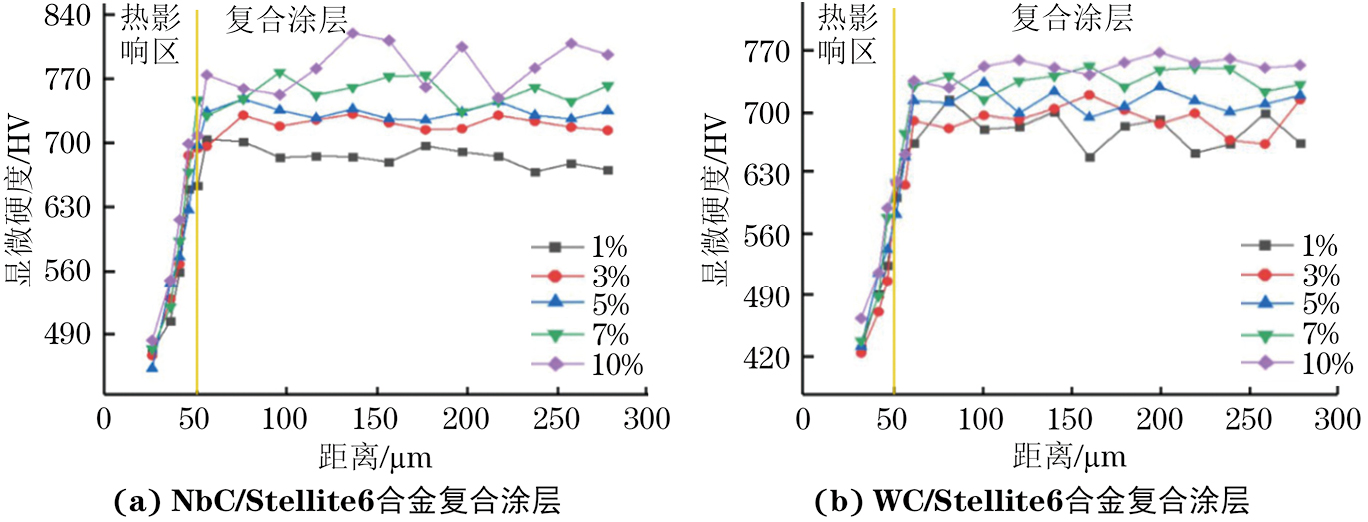
由图3可以看出:不同NbC/WC添加量下两种复合涂层的硬度均高于基体和未添加NbC或WC的Stellite6合金涂层;随着NbC或WC添加量的增加,复合涂层的平均显微硬度呈上升趋势,当NbC或WC添加量为10%时,复合涂层的平均显微硬度最高,分别达到787.8,748.1 HV,约为基体的1.74陪和1.65陪;相比可知,NbC/Stellite6合金复合涂层的硬度比WC/Stellite6合金复合涂层高10~40 HV,这主要是因为NbC硬度高于WC,且NbC大多存在于晶界,抑制晶粒长大,细晶强化作用更强。添加NbC或WC后涂层硬度提高主要是因为:NbC和WC本身的显微硬度高(可达2 400~3 500 HV),并且添加到涂层中还会产生细晶强化效果。此外,WC颗粒分解后会促进钴基合金的元素反应生成M23C6、M7C3、Co6W6C等硬质相,起到弥散强化作用;WC分解后的钨和碳原子还会进入γ-Co固溶体中,改变γ-Co固溶体的晶格结构,起到固溶强化的作用。
![]() 图 3 不同NbC和WC添加量下NbC/Stellite6和WC/Stellite6合金复合涂层的显微硬度分布Figure 3. Microhardness distribution of NbC/Stellite6 (a) and WC/Stellite6 (b) alloy composite coatings adding different NbC mass fractions and WC mass fractions
图 3 不同NbC和WC添加量下NbC/Stellite6和WC/Stellite6合金复合涂层的显微硬度分布Figure 3. Microhardness distribution of NbC/Stellite6 (a) and WC/Stellite6 (b) alloy composite coatings adding different NbC mass fractions and WC mass fractions2.4 NbC/WC添加量对复合涂层耐蚀性的影响
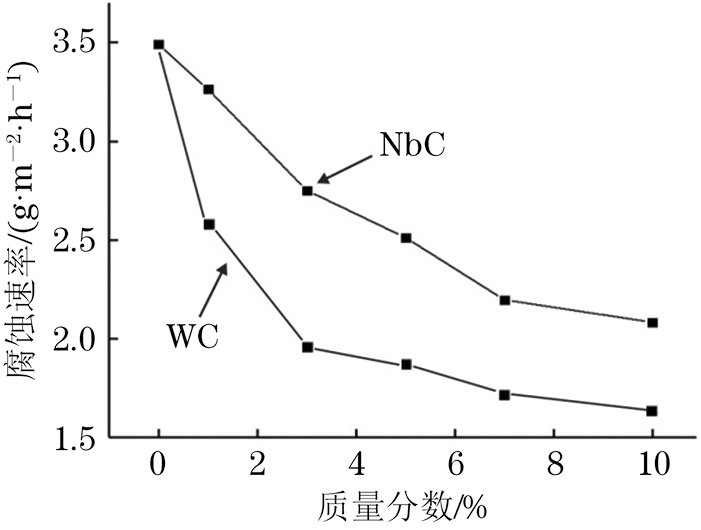
腐蚀速率越快,耐蚀性越差。2Cr13不锈钢基体的腐蚀速率为3.95 g·m−2·h−1。由图4可知:最佳工艺参数下,不同NbC和WC添加量制备的两种复合涂层的耐蚀性均优于基体和未添加NbC或WC的Stellite6合金涂层,且随NbC或WC添加量增加而提高;WC/Stellite6合金复合涂层耐蚀性优于NbC/Stellites6合金复合涂层,这可能是因为钨元素属于耐蚀性元素,并且WC的分解还会促进钴基合金中的元素生成M23C6、Co6W6C等硬质相,这些硬质相同样具有耐蚀性。添加NbC后涂层耐蚀性提高并不显著,这可能是因为铌元素为强碳化物形成元素,在激光熔覆过程中NbC分解后铌元素仍会优先与碳元素形成NbC,形成的其他耐腐蚀性碳化物相对较少。
![]() 图 4 添加不同NbC和WC质量分数Stellite6-NbC和Stellite6-WC合金复合涂层的腐蚀速率Figure 4. Corrosion rate of Stellite6-NbC and Stellite6-WC alloy composite coatings adding different NbC and WC mass fractions
图 4 添加不同NbC和WC质量分数Stellite6-NbC和Stellite6-WC合金复合涂层的腐蚀速率Figure 4. Corrosion rate of Stellite6-NbC and Stellite6-WC alloy composite coatings adding different NbC and WC mass fractions3. 结论
(1)对激光熔覆Stellite6合金涂层硬度的影响按照从大到小排序依次为扫描速度、激光功率、送粉量,最佳工艺参数为激光功率1 600 W、送粉量40 g·min−1、扫描速度17 mm·s−1。采用最佳工艺参数制备的不同NbC和WC添加量的Stellite6合金涂层均与不锈钢基体形成良好冶金结合,组织均匀致密,均由柱状晶、树枝晶和等轴晶组成;NbC/Stellite6合金复合涂层的组织相对更均匀细小。
(2)随着NbC或WC添加量的增加,Stellite6合金复合涂层的平均显微硬度均增大,且均高于基体(452.2 HV)和未添加NbC或WC的Stellite6合金涂层(675.6 HV)。NbC/Stellite6合金复合涂层的平均显微硬度比WC/Stellite6合金复合涂层高10~40 HV。
(3)不同NbC和WC添加量下NbC/Stellite6和WC/Stellite6合金复合涂层的腐蚀速率均低于不锈钢基体;随着NbC或WC添加量的增加,复合涂层的腐蚀速率均下降;WC/Stellite6合金复合涂层的腐蚀速率低于NbC/Stellite6合金复合涂层。
-
![]()
图 1 不同添加量NbC/Stellite6合金复合涂层的显微组织
Figure 1. Microstructure of NbC/Stellite6 alloy composite coating with different additions of NbC
![]()
图 2 不同添加量WC/Stellite6合金复合涂层的显微组织
Figure 2. Microstructure of WC/Stellite6 alloy composite coating with different additions of WC
![]()
图 3 不同NbC和WC添加量下NbC/Stellite6和WC/Stellite6合金复合涂层的显微硬度分布
Figure 3. Microhardness distribution of NbC/Stellite6 (a) and WC/Stellite6 (b) alloy composite coatings adding different NbC mass fractions and WC mass fractions
![]()
图 4 添加不同NbC和WC质量分数Stellite6-NbC和Stellite6-WC合金复合涂层的腐蚀速率
Figure 4. Corrosion rate of Stellite6-NbC and Stellite6-WC alloy composite coatings adding different NbC and WC mass fractions
表 1 正交试验因素和水平
Table 1 Factors and levels of orthogonal testing
水平 激光功率/W 送粉量/(g·min−1) 扫描速度/(mm·s−1) 1 1 400 40 13 2 1 600 45 15 3 1 800 50 17  下载: 导出CSV
下载: 导出CSV
表 2 激光熔覆工艺参数优化及三因素极差分析表
Table 2 Laser cladding process parameter optimization and three factor range analysis table
序号 激光功率/W 送粉量/(g·min−1) 扫描速度/(mm·s−1) 平均硬度/HV a 1 400 40 13 603.8 b 1 400 45 15 618.0 c 1 400 50 17 626.9 d 1 600 40 17 675.6 e 1 600 45 13 639.7 f 1 600 50 15 598.4 g 1 800 40 15 594.1 h 1 800 45 17 613.9 i 1 800 50 13 618.3 K1 1 848.7 1 873.5 1 861.8 K2 1 913.7 1 871.6 1 810.5 K3 1 826.3 1 843.6 1 916.4 M1 616.2 624.5 620.6 M2 637.9 623.9 603.5 M3 608.8 614.5 638.8 R 29.1 10 35.3
下载: 导出CSV
-
[1] 刘瑞良,闫牧夫,乔英杰. 不锈钢表面低温热扩渗层制备及其耐蚀性[J]. 材料热处理学报,2016,37(6):1-9. LIU R L ,YAN M F ,QIAO Y J. Preparation and corrosion resistance of low temperature thermal diffusion layer on stainless steel[J]. Transactions of Materials and Heat Treatment,2016,37(6):1-9.
[2] 谢国胜,尹志民. 汽轮机末级叶片水蚀防护技术[J]. 湖南电力,2006,26(5):37-39. XIE G S ,YIN Z M. Liquid erosion proof technology used for last stage blades of steam turbine[J]. Hunan Electric Power,2006,26(5):37-39.
[3] 刘志江,刘向民,李连相. 近年我国大型汽轮机末级长叶片的冲蚀损伤[J]. 动力工程,2003,23(1):2201-2204. LIU Z J ,LIU X M ,LI L X. Erosion damage on the last stage blades of large capacity steam turbine in China recently[J]. Power Engineering,2003,23(1):2201-2204.
[4] BENDEICH P ,ALAM N ,BRANDT M ,et al. Residual stress measurements in laser clad repaired low pressure turbine blades for the power industry[J]. Materials Science and Engineering:A,2006,437(1):70-74. [5] AHMAD M ,CASEY M ,SÜRKEN N. Experimental assessment of droplet impact erosion resistance of steam turbine blade materials[J]. Wear,2009,267(9/10):1605-1618. [6] HAMED A A ,TABAKOFF W ,RIVIR R B ,et al. Turbine blade surface deterioration by erosion[J]. Journal of Turbomachinery,2005,127(3):445-452. [7] 任超17-4PH不锈钢表面激光熔覆Stellite6涂层组织及性能研究上海上海交通大学2017任超. 17-4PH不锈钢表面激光熔覆Stellite6涂层组织及性能研究[D]. 上海:上海交通大学,2017. REN CResearch on microstructure and properties of stellite6 coating by laser cladding on 17-4PH stainless steelShanghaiShanghai Jiao Tong University2017REN C. Research on microstructure and properties of stellite6 coating by laser cladding on 17-4PH stainless steel[D]. Shanghai:Shanghai Jiao Tong University,2017.
[8] LI J N ,CHEN C Z ,LIN Z Q ,et al. Phase constituents and microstructure of laser cladding Al2O3/Ti3Al reinforced ceramic layer on titanium alloy[J]. Journal of Alloys and Compounds,2011,509(14):4882-4886. [9] 刘红宾,王存山,高亚丽,等. 镁合金表面激光熔覆Cu-Zr-Al非晶复合涂层[J]. 中国激光,2006,33(5):709-713. LIU H B ,WANG C S ,GAO Y L ,et al. Laser cladding amorphous composite coating of Cu-Zr-Al on magnesium alloy surface[J]. Chinese Journal of Lasers,2006,33(5):709-713.
[10] 钟敏霖,刘文今. Stellite6+WC激光熔覆层微观组织的演变[J]. 金属学报,2002,38(5):495-500. ZHONG M L ,LIU W J. Microstructure evolution of Stellite 6+WC by high power laser cladding[J]. Acta Metallrugica Sinica,2002,38(5):495-500.
[11] SINGH R ,KUMAR D ,MISHRA S K ,et al. Laser cladding of Stellite 6 on stainless steel to enhance solid particle erosion and cavitation resistance[J]. Surface and Coatings Technology,2014,251:87-97. [12] HE P F ,MA G Z ,WANG H D ,et al. Tribological behaviors of internal plasma sprayed TiO2-based ceramic coating on engine cylinder under lubricated conditions[J]. Tribology International,2016,102:407-418. [13] WU X L. In situ formation by laser cladding of a TiC composite coating with a gradient distribution[J]. Surface and Coatings Technology,1999,115(2/3):111-115. [14] 钟敏霖,刘文今,陈艳霞,等. 斯太立合金加WC激光熔覆[J]. 材料热处理学报,2001,22(2):27-31. ZHONG M L ,LIU W J ,CHEN Y X ,et al. Laser cladding stellite 6+WC[J]. Transactions of Materials and Heat Treatment,2001,22(2):27-31.
[15] 薛承感17-4PH表面熔覆低碳钴基合金的抗汽蚀机理研究杭州浙江工业大学2020薛承感. 17-4PH表面熔覆低碳钴基合金的抗汽蚀机理研究[D]. 杭州:浙江工业大学,2020. XUE C GCavitation-erosion behavior of laser cladded low-carbon cobalt-based alloys on 17-4PH stainless steelHangzhouZhejiang University of Technology2020XUE C G. Cavitation-erosion behavior of laser cladded low-carbon cobalt-based alloys on 17-4PH stainless steel[D]. Hangzhou:Zhejiang University of Technology,2020.
[16] 牛薪,晁明举,王文丽,等. 原位生成NbC颗粒增强镍基激光熔覆层[J]. 中国激光,2006:33(7):987-992. NIU X ,CHAO M J ,WANG W L ,et al. In situ synthesized NbC particulate reinforced Ni-based composite coatings by laser cladding[J]. Chinese Journal of Lasers,2006:33(7):987-992.
计量
- 文章访问数: 14
- HTML全文浏览量: 1
- PDF下载量: 7
