
Page 33 - 电力与能源2022年第二期
P. 33
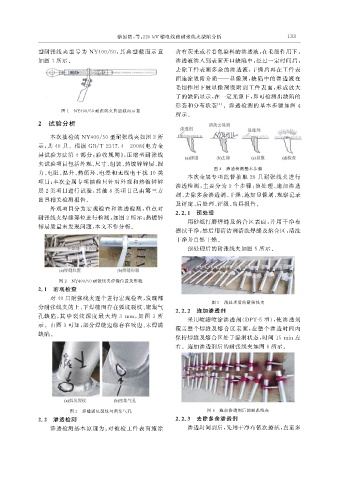
骆国防, 等: 220kV 输电线路耐张线夹缺陷分析 1 3
3
型耐张线夹型号为 NY400 / 50 , 其典型截面示意 含有荧光或者着色染料的渗透液, 在毛细作用下,
如图 1 所示。 渗透液渗入到表面开口缺陷中, 经过一定时间后,
去除工件表面多余的渗透液, 干燥后再在工件表
面施涂吸附介质———显像剂, 缺陷中的渗透液在
毛细作用下被显像剂吸附到工件表面, 形成放大
了的缺陷显示, 在一定光源下, 即可检测出缺陷的
形态和分布状态 [ 4 ] 。渗透检测的基本步骤如图 4
图 1 NY400 / 50 耐张线夹典型截面示意
所示。
2 试验分析
本次抽检的 NY400 / 50 型耐张线夹如图2 所
示, 共 40 只。根据 GB / T2317.4 — 2008 《 电力金
具试验方法第 4 部分: 验收规则》, 压缩型耐张线
夹试验项目包括外观、 尺寸、 组装、 热镀锌锌层、 握
图 4 渗透检测基本步骤
力、 电阻、 温升、 热循环、 电晕和无线电干扰 10 类
本次金属专项监督抽取 26 只耐张线夹进行
项目; 本次金属专项抽检只针对外观和热镀锌锌
渗透检测, 主要分为 9 个步骤: 预处理、 施加渗透
层2 类项目进行试验, 其他 8 类项目已由第三方
剂、 去除多余渗透剂、 干燥、 施加显像剂、 观察记录
出具相关检测报告。
及评定、 后处理、 评级、 出具报告。
外观项目分为宏观检查和渗透检测, 重点对
2.2.1 预处理
耐张线夹焊缝部位进行检测, 如图 2 所示; 热镀锌
用砂纸打磨焊缝及熔合区表面, 并用干净布
锌层质量未发现问题, 本文不作分析。
擦拭干净, 然后用清洁剂清洗焊缝及熔合区, 清洗
干净并自然干燥。
预处理后的耐张线夹如图 5 所示。
图 2 NY400 / 50 耐张线夹焊缝位置及形貌
2.1 宏观检查
对 40 只耐张线夹逐个进行宏观检查, 发现部
图 5 预处理后的耐张线夹
分耐张线夹的上、 下焊缝面存在弧坑裂纹、 密集气
2.2.2 施加渗透剂
孔缺陷, 其 中 裂 纹 深 度 最 大 约 3 mm , 如 图 3 所
采用喷罐喷涂渗透剂( DPT-5 型), 使渗透剂
示。由图 3 可知, 部分焊缝边缘存在咬边、 未焊满
覆盖整个焊缝及熔合区表面, 在整个渗透时间内
缺陷。
保持焊缝及熔合区处于湿润状态, 时间 15min 左
右。施加渗透剂后的耐张线夹如图 6 所示。
图 3 焊缝弧坑裂纹与密集气孔 图 6 施加渗透剂后的耐张线夹
2.2 渗透检测 2.2.3 去除多余渗透剂
渗透检测基本原理为: 对被检工件表面施涂 渗透时间到后, 先用干净布依次擦拭, 直至多