
Page 79 - 电力与能源2022年第二期
P. 79
柏 盛, 等: 罗泾燃机发电厂 1 号机组余热锅炉受热面管氧化层检测和当量寿命计算 1 9
7
198.6t · h 。 2013 年投入商业运行至今已累计 温超压累计时间、 缺陷记录、 爆泄情况、 缺陷消除
-1
运行 2861.9h , 1 号机组投运至今已累计运行约 率等。
15000h 。额定工况主要参数具体如下。 2.2 金属壁厚测量
( 1 ) 高压过热器 2 出口蒸汽压力 9.62 MPa 对高压过热器管屏金属管壁厚度进行测量,
()。 以评定管壁减薄状况及管壁应力分布状况。在测
g
( 2 ) 高压过热器 2 出口蒸汽温度 543 ℃ 。 量前采用专用打磨器具, 将测点打磨至露出金属
( 3 ) 高 压 过 热 器 2 管 径: ϕ38.1 mm×3.81 光泽, 并要求工件表面具有一定的平整度, 采用专
mm , 材料 T22 合金钢管; 纵向排数 2 排, 横向排 用的耦合剂, 使用测厚仪进行金属壁厚测量。
数 66 排, 总数量 132 根管屏, 距离集箱两端各有 2.3 内壁氧化皮厚度测量
500mm 。 对 1 号余热锅炉高压过热器 1 和高压过热器
2 不同部位的管屏弯头背部进行精确测量, 以评
( 4 ) 高压过热器 1 出口蒸汽压力 9.62 MPa
()。 定管段使用温度和超温状况。所测量的具体部位
g
( 5 ) 高 压 过 热 器 1 出 口 蒸 汽 温 度 548 / 518 / 如下。
454 ℃ 。 ( 1 ) 高温过热器 1 中位置 a , b , c , d处。
( 6 ) 高 压 过 热 器 1 管 径: ϕ38.1 mm×3.81 ( 2 ) 高温过热器 2 中位置 a , b处。
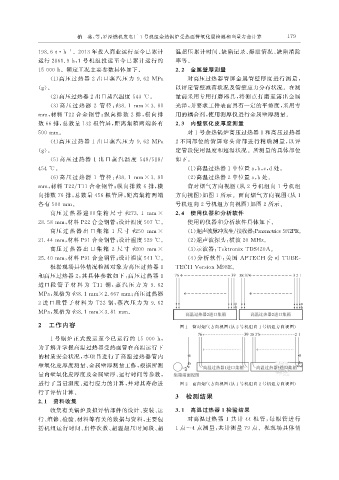
mm , 材料 T22 / T11 合金钢管; 纵向排数 6 排, 横 背对烟气方向视图( 从 2 号机组向 1 号机组
向排数 76 排, 总数量 456 根管屏, 距离集箱两端 方向视图) 如图 1 所示。面向烟气方向视图( 从 1
各有 500mm 。 号机组向 2 号机组方向视图) 如图 2 所示。
2.4 使用仪器和分析软件
高压 过 热 器 进 口 集 箱 尺 寸 ϕ273.1 mm×
28.58mm , 材料 P22 合金钢管; 设计温度507℃ 。 使用的仪器和分析软件具体如下。
高压 过 热 器 出 口 集 箱 1 尺 寸 ϕ250 mm× ( 1 ) 超声波脉冲发生 / 接收器: Panametrics5072PR 。
21.44mm , 材料 P91 合金钢管; 设计温度529℃ 。 ( 2 ) 超声波探头: 横波 20MHz 。
高压 过 热 器 出 口 集 箱 2 尺 寸 ϕ200 mm× ( 3 ) 示波器: TektronixTDS420A 。
25.40mm , 材料 P91 合金钢管; 设计温度541℃ 。 ( 4 ) 分析软件: 美国 APTECH 公司 TUBE-
根据现场具体情况检测对象为高压过热器 1 TECH VersionM98E 。
和高压过热器 2 , 其具体参数如下: 高压过热器 1
进口段 管 子 材 料 为 T11 钢, 蒸 汽 压 力 为 9.62
MPa , 规格为ϕ38.1mm×2.667mm ; 高压过热器
2 进口 段 管 子 材 料 为 T22 钢, 蒸 汽 压 力 为 9.62
MPa , 规格为ϕ38.1mm×3.81mm 。
2 工作内容 图 1 背对烟气方向视图( 从 2 号机组向 1 号机组方向视图)
1 号锅炉正式投运至今已运行约 15000h ,
为了解并掌握高温过热器受热面管在高温运行下
的材质安全状况, 本项目进行了高温过热器管内
壁氧化皮厚度测量、 金属壁厚测量工作, 根据所测
量内壁氧化皮厚度及金属壁厚、 运行时间等参数,
进行了当量温度、 运行应力的计算, 并对其寿命进 图 2 面向烟气方向视图( 从 1 号机组向 2 号机组方向视图)
行了评估计算。
3 检测结果
2.1 资料收集
收集有关锅炉及拟评估部件的设计、 安装、 运 3.1 高温过热器 1 检验结果
行、 维修、 检验、 材料等有关的数据与资料, 主要包 对高温过热 器 1 共 计 44 根 管, 每 根 管 进 行
括机组运行时间、 启停次数、 超温超压时间段、 超 1 点 ~4 点测量, 共计测量 79 点。视现场具体情