
Page 77 - 电力与能源2024年第二期
P. 77
章学兵,等:基于 X 射线数字化成像技术的 40.5 kV 开关柜触头盒质量检测 217
3 试验验证
3.1 试验前准备工作
试验前需要先进行以下准备工作:确认触头
盒的规格和材料;对试验环境进行现场勘察,确认
具备试验条件后方可继续进行;设立射线现场透
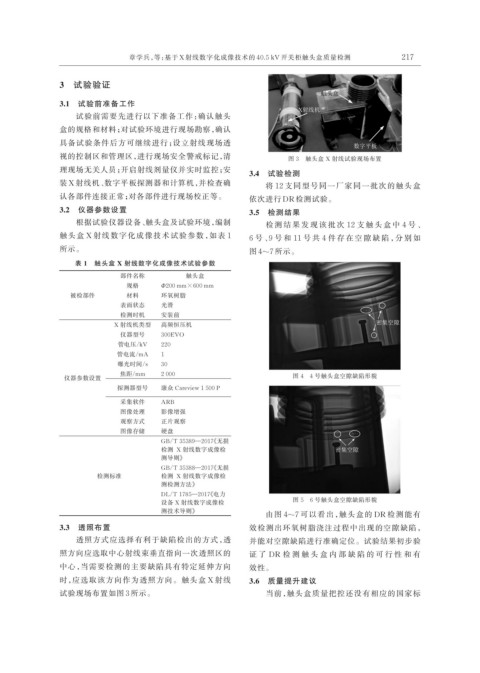
视的控制区和管理区,进行现场安全警戒标记,清 图 3 触头盒 X 射线试验现场布置
理现场无关人员;开启射线剂量仪并实时监控;安 3.4 试验检测
装 X 射线机、数字平板探测器和计算机,并检查确 将 12 支同型号同一厂家同一批次的触头盒
认各部件连接正常;对各部件进行现场校正等。 依次进行 DR 检测试验。
3.2 仪器参数设置 3.5 检测结果
根据试验仪器设备、触头盒及试验环境,编制 检 测 结 果 发 现 该 批 次 12 支 触 头 盒 中 4 号 、
触头盒 X 射线数字化成像技术试验参数,如表 1 6 号 、9 号 和 11 号 共 4 件 存 在 空 隙 缺 陷 ,分 别 如
所示。 图 4~7 所示。
表 1 触头盒 X 射线数字化成像技术试验参数
部件名称 触头盒
规格 Φ200 mm×600 mm
被检部件 材料 环氧树脂
表面状态 光滑
检测时机 安装前
X 射线机类型 高频恒压机
仪器型号 300EVO
管电压/kV 220
管电流/mA 1
曝光时间/s 30
焦距/mm 2 000 图 4 4 号触头盒空隙缺陷形貌
仪器参数设置
探测器型号 康众 Careview 1 500 P
采集软件 ARB
图像处理 影像增强
观察方式 正片观察
图像存储 硬盘
GB/T 35389—2017《无损
检测 X 射线数字成像检
测导则》
GB/T 35388—2017《无损
检测标准 检测 X 射线数字成像检
测检测方法》
DL/T 1785—2017《电力
设备 X 射线数字成像检 图 5 6 号触头盒空隙缺陷形貌
测技术导则》
由图 4~7 可以看出,触头盒的 DR 检测能有
3.3 透照布置 效检测出环氧树脂浇注过程中出现的空隙缺陷,
透照方式应选择有利于缺陷检出的方式,透 并能对空隙缺陷进行准确定位。试验结果初步验
照方向应选取中心射线束垂直指向一次透照区的 证 了 DR 检 测 触 头 盒 内 部 缺 陷 的 可 行 性 和 有
中心,当需要检测的主要缺陷具有特定延伸方向 效性。
时,应选取该方向作为透照方向。触头盒 X 射线 3.6 质量提升建议
试验现场布置如图 3 所示。 当前,触头盒质量把控还没有相应的国家标