
Page 114 - 2022'中国无损检测年度报告
P. 114
⚥㕂偽䰀唬崵䎃䏞䫣デ ⚥㕂偽䰀唬崵䎃䏞䫣デ
2 2
20222 ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ 2022
2
不同缺陷的原始 A 扫描振幅数据与相位相干数据
对比如图 1 所示。
(a) 原始 A 扫描振幅数据
(b) 相位相干数据
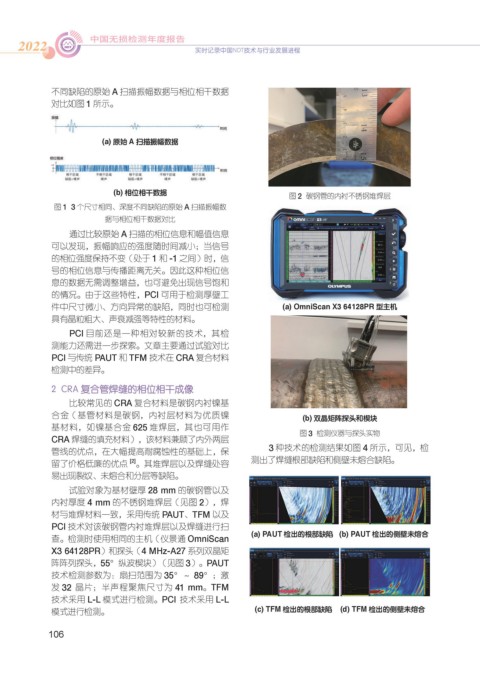
图 2 碳钢管的内衬不锈钢堆焊层
图 1 3 个尺寸相同、深度不同缺陷的原始 A 扫描振幅数
据与相位相干数据对比
通过比较原始 A 扫描的相位信息和幅值信息
可以发现,振幅响应的强度随时间减小;当信号
的相位强度保持不变(处于 1 和 -1 之间)时,信
号的相位信息与传播距离无关。因此这种相位信
息的数据无需调整增益,也可避免出现信号饱和
的情况。由于这些特性,PCI 可用于检测厚壁工
件中尺寸微小、方向异常的缺陷,同时也可检测 (a) OmniScan X3 64128PR 型主机
具有晶粒粗大、声衰减强等特性的材料。
PCI 目前还是一种相对较新的技术,其检
测能力还需进一步探索。文章主要通过试验对比
PCI 与传统 PAUT 和 TFM 技术在 CRA 复合材料
检测中的差异。
2 CRA 复合管焊缝的相位相干成像
比较常见的 CRA 复合材料是碳钢内衬镍基
合金(基管材料是碳钢,内衬层材料为优质镍 (b) 双晶矩阵探头和楔块
基材料,如镍基合金 625 堆焊层,其也可用作
图 3 检测仪器与探头实物
CRA 焊缝的填充材料),该材料兼顾了内外两层
管线的优点,在大幅提高耐腐蚀性的基础上,保 3 种技术的检测结果如图 4 所示,可见,检
[2]
留了价格低廉的优点 。其堆焊层以及焊缝处容 测出了焊缝根部缺陷和侧壁未熔合缺陷。
易出现裂纹、未熔合和分层等缺陷。
试验对象为基材壁厚 28 mm 的碳钢管以及
内衬厚度 4 mm 的不锈钢堆焊层(见图 2),焊
材与堆焊材料一致,采用传统 PAUT、TFM 以及
PCI 技术对该碳钢管内衬堆焊层以及焊缝进行扫
查。检测时使用相同的主机(仪景通 OmniScan (a) PAUT 检出的根部缺陷 (b) PAUT 检出的侧壁未熔合
X3 64128PR)和探头(4 MHz-A27 系列双晶矩
阵阵列探头,55°纵波楔块)(见图 3)。PAUT
技术检测参数为:扇扫范围为 35°~ 89°;激
发 32 晶片;半声程聚焦尺寸为 41 mm。TFM
技术采用 L-L 模式进行检测。PCI 技术采用 L-L
模式进行检测。 (c) TFM 检出的根部缺陷 (d) TFM 检出的侧壁未熔合
106