
Page 36 - 电力与能源2024年第六期
P. 36
672 何 磊,等:集箱小径管对接焊缝超声检测应用
管焊接质量进行检测,及时发现并消除泄漏隐患,
2 检测过程
避免机组非计划停电,提升燃煤机组运行稳定性
和可靠性。 检测过程主要包括工艺卡编制、仪器设备及
TSG GII—2020《锅炉安全技术监察规程》对 器材准备、试块准备、检测前准备、仪器调整、工艺
集箱小径管的材料选用、焊接质量及安装调试提出 验证、检测实施等,并做好原始及检测报告的编
了明确要求。本文采用超声波技术对某 660 MW 制等。
燃煤机组锅炉集箱小径管进行检修期间的焊缝质 2.1 工艺卡编制
量专项检测,旨在提升集箱的运行稳定性。 根据要求编制该电厂 660 MW 火力发电机组
锅炉高过进口集箱小径管对接焊缝脉冲反射法超
1 集箱小径管概况
声检测工艺卡,见表 1。
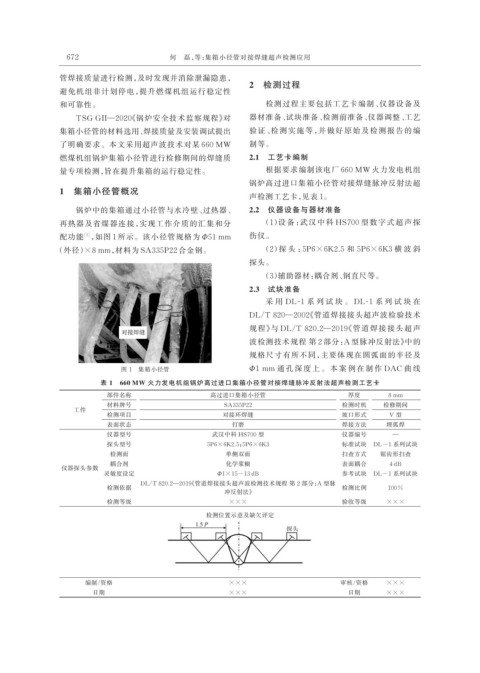
锅炉中的集箱通过小径管与水冷壁、过热器、 2.2 仪器设备与器材准备
再热器及省煤器连接,实现工作介质的汇集和分 (1)设备:武汉中科 HS700 型数字式超声探
[5]
配功能 ,如图 1 所示。该小径管规格为 Φ51 mm 伤仪。
(外径)×8 mm,材料为 SA335P22 合金钢。 (2)探 头 :5P6×6K2.5 和 5P6×6K3 横 波 斜
探头。
(3)辅助器材:耦合剂、钢直尺等。
2.3 试块准备
采 用 DL-1 系 列 试 块 。 DL-1 系 列 试 块 在
DL/T 820—2002《管道焊接接头超声波检验技术
规程》与 DL/T 820.2—2019《管道焊接接头超声
波检测技术规程 第 2 部分:A 型脉冲反射法》中的
规格尺寸有所不同,主要体现在圆弧面的半径及
图 1 集箱小径管 Φ1 mm 通 孔 深 度 上 。 本 案 例 在 制 作 DAC 曲 线
表 1 660 MW 火力发电机组锅炉高过进口集箱小径管对接焊缝脉冲反射法超声检测工艺卡
部件名称 高过进口集箱小径管 厚度 8 mm
材料牌号 SA335P22 检测时机 检修期间
工件
检测项目 对接环焊缝 坡口形式 V 型
表面状态 打磨 焊接方法 埋弧焊
仪器型号 武汉中科 HS700 型 仪器编号 —
探头型号 5P6×6K2.5;5P6×6K3 标准试块 DL-1 系列试块
检测面 单侧双面 扫查方式 锯齿形扫查
耦合剂 化学浆糊 表面耦合 4 dB
仪器探头参数
灵敏度设定 Φ1×15-13 dB 参考试块 DL-1 系列试块
DL/T 820.2—2019《管道焊接接头超声波检测技术规程 第 2 部分:A 型脉
检测依据 检测比例 100%
冲反射法》
检测等级 ××× 验收等级 ×××
检测位置示意及缺欠评定
编制/资格 ××× 审核/资格 ×××
日期 ××× 日期 ×××