
Page 69 - 电力与能源2021年第二期
P. 69
徐雷鸣, 等: 发电机定子槽楔松动缺陷研究及修复处理 2 7
1
图 4 槽楔紧固专用工具 1
图 8 破坏端部槽楔
图 5 专用工具
合格。若仍不合格, 即退槽处理, 将整槽的槽楔退
出然后更换( 见图 6 )。
图 9 剥除调节垫片
图 6 定子膛中央槽楔和直线部位槽楔处理
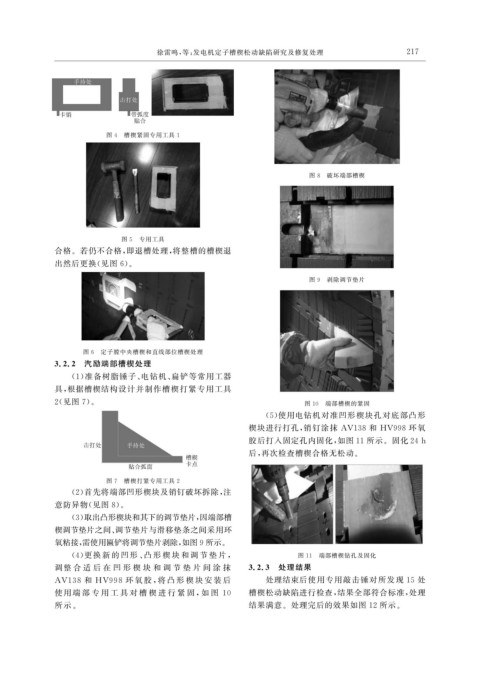
3.2.2 汽励端部槽楔处理
( 1 ) 准备树脂锤子、 电钻机、 扁铲等常用工器
具, 根据槽楔结构设计并制作槽楔打紧专用工具
2 ( 见图 7 )。 图 10 端部槽楔的紧固
( 5 ) 使用电钻机对准凹形楔块孔对底部凸形
楔块进行打孔, 销钉涂抹 AV138 和 HV998 环氧
胶后打入固定孔内固化, 如图11 所示。固化24h
后, 再次检查槽楔合格无松动。
图 7 槽楔打紧专用工具 2
( 2 ) 首先将端部凹形楔块及销钉破坏拆除, 注
意防异物( 见图 8 )。
( 3 ) 取出凸形楔块和其下的调节垫片, 因端部槽
楔调节垫片之间、 调节垫片与滑移垫条之间采用环
氧粘接, 需使用匾铲将调节垫片剥除, 如图9所示。
( 4 ) 更换 新 的 凹 形、 凸 形 楔 块 和 调 节 垫 片, 图 11 端部槽楔钻孔及固化
调整 合 适 后 在 凹 形 楔 块 和 调 节 垫 片 间 涂 抹 3.2.3 处理结果
AV138 和 HV998 环 氧 胶, 将 凸 形 楔 块 安 装 后 处理结束后使用专用敲击锤对所发现 15 处
槽楔松动缺陷进行检查, 结果全部符合标准, 处理
使用端 部 专 用 工 具 对 槽 楔 进 行 紧 固, 如 图 10
所示。 结果满意。处理完后的效果如图 12 所示。