
Page 68 - 电力与能源2021年第二期
P. 68
2 1 6 徐雷鸣, 等: 发电机定子槽楔松动缺陷研究及修复处理
修阶段都应重点关注, 降低松动可能, 便于松动
修复。
2 发电机定子槽楔结构介绍
通过对槽楔结构及其磨损机 理 进 行 深 入 研
究, 发 现 为 防 止 槽 楔 松 动、方 便 维 修 处 理,
TA1100-78 型汽轮发电 机 定 子 槽 楔 在 设 计 上 采
用由带斜度有“ 凹凸” 面结构的两件组成。凹凸面
有不同的半径, 从而产生弹性力增加线棒的预紧
力, 使线棒在径向上不会发生松动, 槽楔为从一端
打入的斜楔, 因而有一端为实心, 另一端为空心,
同时因槽楔缺口的存在使得槽楔具有被再次打紧
的功能, 如图 1 所示。在图 1 中, 线棒与槽壁间有
缝隙, 内用半导体侧面垫条填充, 除降低线棒与槽
壁间电位差外还具有线棒切向固定的功能, 如图
2 所示。
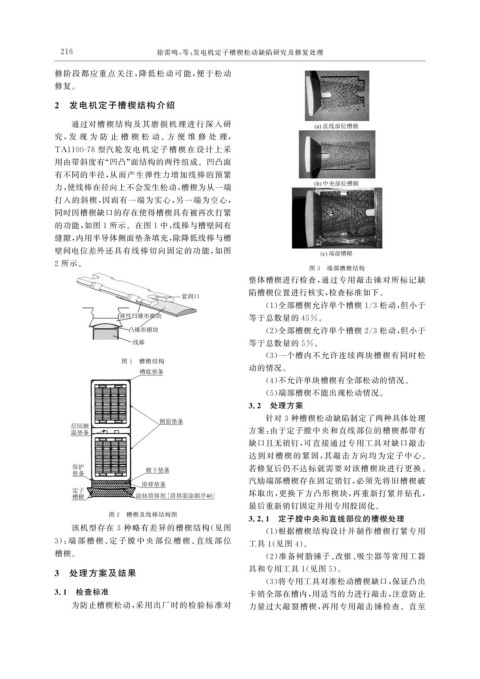
图 3 端部槽楔结构
整体槽楔进行检查, 通过专用敲击锤对所标记缺
陷槽楔位置进行核实, 检查标准如下。
( 1 ) 全部槽楔允许单个槽楔 1 / 3 松动, 但小于
等于总数量的 45% 。
( 2 ) 全部槽楔允许单个槽楔 2 / 3 松动, 但小于
等于总数量的 5% 。
( 3 ) 一个槽内不允许连续两块槽楔有同时松
图 1 槽楔结构
动的情况。
( 4 ) 不允许单块槽楔有全部松动的情况。
( 5 ) 端部槽楔不能出现松动情况。
3.2 处理方案
针对 3 种槽楔松动缺陷制定了两种具体处理
方案: 由于定子膛中央和直线部位的槽楔都带有
缺口且无销钉, 可直接通过专用工具对缺口敲击
达到对槽楔的紧固, 其敲击方向均为定子中心。
若修复后仍不达标就需要对该槽楔块进行更换。
汽励端部槽楔存在固定销钉, 必须先将旧槽楔破
坏取出, 更换下方凸形楔块, 再重新打紧并钻孔,
最后重新销钉固定并用专用胶固化。
图 2 槽楔及线棒结构图
3.2.1 定子膛中央和直线部位的槽楔处理
该机型存在 3 种略有差异的槽楔结构( 见图 ( 1 ) 根据槽楔结构设计并制作槽楔打紧专用
3 ): 端 部 槽 楔、 定 子 膛 中 央 部 位 槽 楔、 直 线 部 位 工具 1 ( 见图 4 )。
槽楔。 ( 2 ) 准备树脂锤子、 改锥、 吸尘器等常用工器
3 处理方案及结果 具和专用工具 1 ( 见图 5 )。
( 3 ) 将专用工具对准松动槽楔缺口, 保证凸出
3.1 检查标准 卡销全部在槽内, 用适当的力进行敲击, 注意防止
为防止槽楔松动, 采用出厂时的检验标准对 力量过大敲裂槽楔, 再用专用敲击锤检查。直至