
Page 67 - 电力与能源2021年第八期
P. 67
章学兵, 等: 电网金属材料缺陷研判及质量提升 4 3
3
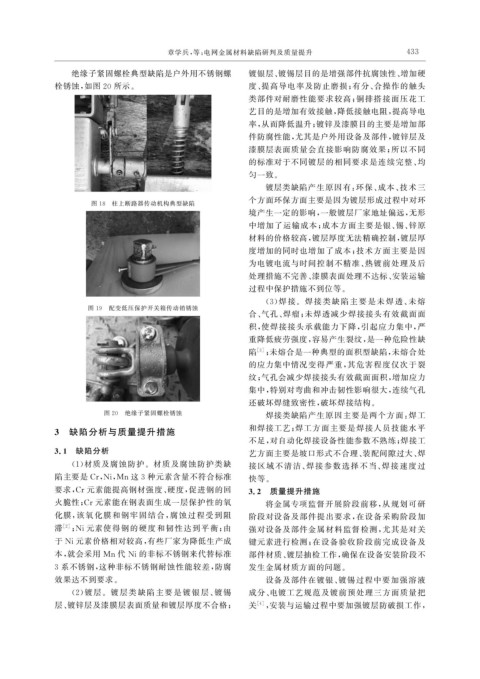
绝缘子紧固螺栓典型缺陷是户外用不锈钢螺 镀银层、 镀锡层目的是增强部件抗腐蚀性、 增加硬
栓锈蚀, 如图 20 所示。 度、 提高导电率及防止磨损; 有分、 合操作的触头
类部件对耐磨性能要求较高; 铜排搭接面压花工
艺目的是增加有效接触, 降低接触电阻, 提高导电
率, 从而降低温升; 镀锌及漆膜目的主要是增加部
件防腐性能, 尤其是户外用设备及部件, 镀锌层及
漆膜层表面质量会直接影响防腐效果; 所以不同
的标准对于不同镀层的相同要求是连续完整、 均
匀一致。
镀层类缺陷产生原因有: 环保、 成本、 技术三
个方面环保方面主要是因为镀层形成过程中对环
图 18 柱上断路器传动机构典型缺陷
境产生一定的影响, 一般镀层厂家地址偏远, 无形
中增加了运输成本; 成本方面主要是银、 锡、 锌原
材料的价格较高, 镀层厚度无法精确控制, 镀层厚
度增加的同时也增加了成本; 技术方面主要是因
为电镀电流与时间控制不精准、 热镀前处理及后
处理措施不完善、 漆膜表面处理不达标、 安装运输
过程中保护措施不到位等。
( 3 ) 焊接。焊接类缺陷主要 是 未 焊 透、 未 熔
图 19 配变低压保护开关箱传动销锈蚀
合、 气孔、 焊瘤; 未焊透减少焊接接头有效截面面
积, 使焊接接头承载能力下降, 引起应力集中, 严
重降低疲劳强度, 容易产生裂纹, 是一种危险性缺
陷 [ 3 ] ; 未熔合是一种典型的面积型缺陷, 未熔合处
的应力集中情况变得严重, 其危害程度仅次于裂
纹; 气孔会减少焊接接头有效截面面积, 增加应力
集中, 特别对弯曲和冲击韧性影响很大, 连续气孔
还破坏焊缝致密性, 破坏焊接结构。
图 20 绝缘子紧固螺栓锈蚀 焊接类缺陷产生原因主要是两个方面: 焊工
3 缺陷分析与质量提升措施 和焊接工艺; 焊工方面主要是焊接人员技能水平
不足, 对自动化焊接设备性能参数不熟练; 焊接工
3.1 缺陷分析 艺方面主要是坡口形式不合理、 装配间隙过大、 焊
( 1 ) 材质及腐蚀防护。材质及腐蚀防护类缺 接区域不清洁、 焊接参数选择不当、 焊接速度过
陷主要是 Cr , Ni , Mn这3 种元素含量不符合标准 快等。
要求, Cr元素能提高钢材强度、 硬度, 促进钢的回 3.2 质量提升措施
火脆性; Cr元素能在钢表面生成一层保护性的氧 将金属专项监督开展阶段前移, 从规划可研
化膜, 该氧化膜和钢牢固结合, 腐蚀过程受到阻 阶段对设备及部件提出要求, 在设备采购阶段加
滞 [ 2 ] ; Ni元素使得钢的硬度和韧性达到平衡; 由 强对设备及部件金属材料监督检测, 尤其是对关
于 Ni元素价格相对较高, 有些厂家为降低生产成 键元素进行检测; 在设备验收阶段前完成设备及
本, 就会采用 Mn代 Ni的非标不锈钢来代替标准 部件材质、 镀层抽检工作, 确保在设备安装阶段不
3 系不锈钢, 这种非标不锈钢耐蚀性能较差, 防腐 发生金属材质方面的问题。
效果达不到要求。 设备及部件在镀银、 镀锡过程中要加强溶液
( 2 ) 镀层。镀层类缺陷主要 是 镀 银 层、 镀 锡 成分、 电镀工艺规范及镀前预处理三方面质量把
层、 镀锌层及漆膜层表面质量和镀层厚度不合格; 关 [ 4 ] , 安装与运输过程中要加强镀层防破损工作,