
Page 68 - 电力与能源2021年第八期
P. 68
4 3 4 章学兵, 等: 电网金属材料缺陷研判及质量提升
对镀层进行包裹, 防止破损及氧化。 专业厂家进行镀锌, 设备表面未清洁、 溶液池杂质
焊缝抽检要在镀锌前完成, 焊接人员要持证 含 量 过 高 及 镀 后 未 处 理 都 会 造 成 镀 锌 质 量 不
上岗, 焊接要严格按照焊接工艺要求进行施焊, 涉 合格。
及第三方无损检测的要现场见证, 监督焊缝质量。 ( 3 )焊接类缺陷多发生在设备制造阶段, 焊
镀锌工艺要按照标准要求严格执行, 做好镀 工技能水平不足、 焊接工艺未严格执行、 赶工程进
前处理和镀后处理, 镀前处理要清除表面油污、 氧 度等是造成焊缝质量缺陷的主要原因。
化膜等; 镀后处理要对制品进行化学处理( 铵化) 参考文献:
和物理处理( 涂油防护、 整形等)。 [ 1 ] 国网浙江省电力公司 . 电网设备金属监督检测技术[ M ] .
北京: 中国电力出版社, 2016.
4 结语 [ 2 ] 国家电网有限公司设备管理部 .电网设备金属监督工作
手册[ M ] . 北京: 中国电力出版社, 2019.
( 1 )材质类缺陷多发生于设备采购阶段, 由
[ 3 ] 骆国防 . 电网设备金属检测实用技术[ M ] .北京:中国电
于是外委采购, 缺少监督检测措施, 进而出现非标
力出版社, 2019.
牌号代替标准牌号。 [ 4 ] 骆国防 . 电网设备金属材料检测技术基础[ M ] .上海:上
( 2 )镀层类缺陷多发生在设备制造阶段, 镀 海交通大学出版社, 2020.
银、 镀锡则是通过专业厂家进行电镀, 受到环保、 收稿日期: 2021-04-9
成本及技术方面的限制, 以及安装运输过程中不 ( 本文编辑: 赵艳粉)
规范操作, 导致镀层质量不合格。镀锌也是通过
( 上接第 427 页)
2.3 最后验证阶段
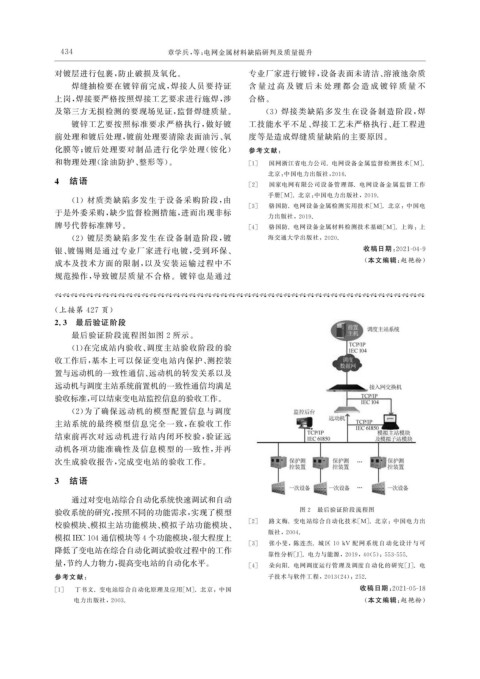
最后验证阶段流程图如图 2 所示。
( 1 ) 在完成站内验收、 调度主站验收阶段的验
收工作后, 基本上可以保证变电站内保护、 测控装
置与远动机的一致性通信、 远动机的转发关系以及
远动机与调度主站系统前置机的一致性通信均满足
验收标准, 可以结束变电站监控信息的验收工作。
( 2 ) 为了确保远动机的模型配置信息与调度
主站系统的最终模型信息完全一致, 在验收工作
结束前再次对远动机进行站内闭环校验, 验证远
动机各项功能准确性及信息模型的一致性, 并再
次生成验收报告, 完成变电站的验收工作。
3 结语
通过对变电站综合自动化系统快速调试和自动
验收系统的研究, 按照不同的功能需求, 实现了模型 图 2 最后验证阶段流程图
[ 2 ] 路文梅 . 变电站综合自动化技术[ M ] . 北京:中国电力出
校验模块、 模拟主站功能模块、 模拟子站功能模块、
版社, 2004.
模拟IEC104通信模块等4个功能模块, 很大程度上
[ 3 ] 张小斐,陈连杰 . 城区 10kV 配网系统自动化设计与可
降低了变电站在综合自动化调试验收过程中的工作
靠性分析[ J ] . 电力与能源, 2019 , 40 ( 5 ): 553-555.
量, 节约人力物力, 提高变电站的自动化水平。 [ 4 ] 朵向阳 . 电网调度运行管理及调度自动化的研究[ J ] .电
参考文献: 子技术与软件工程, 2013 ( 24 ): 252.
[ 1 ] 丁书文 . 变电站综合自动化原理及应用[ M ] .北京:中国 收稿日期: 2021-05-18
电力出版社, 2003. ( 本文编辑: 赵艳粉)