
Page 65 - 电力与能源2023年第一期
P. 65
范 赏,等:电渗析技术在核电厂的应用与性能评估 59
进水压力呈现升高趋势,说明性能下降。 滑。系统应定期检查(建议至少每半年一次),包
(5)产水流量:在温度和流量不变的情况下, 括地脚螺栓、各连接处紧固件等,以确保设备处于
产水流量呈现下降趋势,说明性能下降。 正常运行状态。
(6)出水水质:出水中 Na 、Cl 、SO 4 硫酸根 4.2.2 预防性维护
2−
−
+
出现异常上升,说明性能下降。 (1)橡胶垫片一般寿命为5年,应每5年更换一次;
(2)定期巡检 EDI 模块是否有异常噪音、冒
4 缓解策略
烟、气味等,如有立即停机检查;
结合 EDI 技术在 AP1000 核电的应用情况及 (3)定期巡检各接口是否有漏水现象,如有则
经验,从技术、维修、运行 3 个领域进行风险分析 进行在线紧固或停机紧固;
和技术审查,查找薄弱点和薄弱环节,从而提出缓 (4)定期巡检过滤器前后压差,如有异常,定
解措施,并通过相应的纠正行动减少故障影响,缓 期清洗或更换过滤器;
解故障后果。 (5)定期检查控制柜及配电柜元器件是否老
4.1 技术方面 化,老化元器件应定期更换。
目前 EDI在设计上一般分为常温膜堆和高温膜 4.3 运行方面
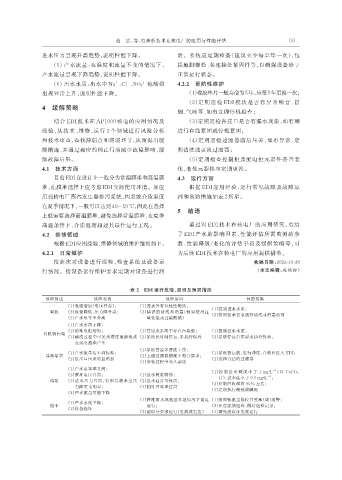
堆,在膜堆选择上应考虑 EDI实际使用环境。如应 根据 EDI 应用经验,运行常见故障及故障原
用到核电厂蒸汽发生器排污系统,因系统介质温度 因和预防措施如表 2 所示。
在夏季情况下,一般可以达到 40~50 ℃,因此在选择
5 结语
上就需要选择高温膜堆,避免选择常温膜堆,在夏季
高温条件下,介质温度超过其最佳运行工况。 通过对 EDI 技术在核电厂的应用研究,总结
4.2 维修领域 了 EDI 产水的影响因素、性能评估所需监测的参
根据 EDI应用经验,维修领域的维护细则如下。 数、性能降级/老化的评估手段及缓解策略等,可
4.2.1 日常维护 为后续 EDI 技术在核电厂的应用提供借鉴。
按班次对设备进行巡检,检查系统及设备运 收稿日期:2022-10-20
行情况。按设备运行维护要求定期对设备进行润 (本文编辑:赵艳粉)
表 2 EDI 运行故障、原因及预防措施
故障描述 故障表现 故障原因 预防措施
(1)电阻增加(电压升高); (1)进水含有氧化性物质;
氧化 (2)流量降低,压力降升高; (2)错误的清洗和消毒(例如使用过 (1)控制进水水质;
(2)按照技术要求选择清洗或消毒药剂
(3)产水电导率升高 氧化氢或过碳酸钠)
(1)产水水质下降;
(2)膜堆电阻增加; (1)管道或系统中存在污染源; (1)控制进水水质;
有机物污染
(3)碱洗过程中可见到清洗液颜色改 (2)系统长时间停运,未执行保养 (2)系统停运后按要求执行保养。
变或有泡沫产生
(1)系统管道未清洗干净;
(1)产水流量达不到标准; (1)系统投运前,进行冲洗,合格后进入 EDI;
异物堵塞 (2)上游过滤器精度不符合要求;
(2)进出口压差明显增加 (2)选择合适的过滤器
(3)安装过程中引入杂质
(1)产水电导率升高;
-1
(2)膜堆电压升高; (1)进水硬度较高; (1)控 制 进 水 硬 度 小 于 1 mg·L (以 CaCO 3
计)、进水硅小于 0.5 mg·L -1 ;
结垢 (3)进水压力升高,特别是浓水室压 (2)进水硅含量较高; (2)控制回收率在 90% 左右;
力降更为明显; (3)EDI 回收率过高
(3)定期执行酸洗或碱洗
(4)产水流量可能下降
(1)膜堆断水或流量不足情况下通电 (1)按照低流量限位开关和(或)报警;
(1)产水水质下降;
烧干 运行; (2)注意定期巡检,做好巡检记录;
(2)设备烧坏
(2)超设计要求运行(电流或电压) (3)避免超设计电流运行