
Page 72 - 2022'中国无损检测年度报告
P. 72
⚥㕂偽䰀唬崵䎃䏞䫣デ ⚥㕂偽䰀唬崵䎃䏞䫣デ
2022
20222 ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ 2 2
2
为研究、特征信号和成像分析与缺陷准确评估, 法可视化检测系统,复合材料结构超声透射法可
从而实现不同场景复合材料结构或制件的超声可 视化检测系统基本构成如图 2(c)所示。与超声
视化检测与缺陷准确评估。 反射法可视化检测系统(见图 1)主要不同之处
有 3 方面:超声穿透法可视化检测需要一发一收
两组探头,分别位于被检测复合材料结构或制件
两侧;需要有超声发射和超声接收单元与两组探
头配合工作;需要更为复杂的多轴扫描与控制单
元,实现发射探头和接收探头的同步同轴扫描。
采用笔者研制的 MUI 系列(线性坐标、喷水耦
合式)、CUS 系列(线性坐标、水浸耦合式)、
DUS 系列(向量坐标、水浸 / 喷水耦合式)超声
图 1 复合材料结构或制件超声反射法可视化检测原理及 穿透法自动扫描成像检测系统和 AU 系列以及 FJ
其系统基本构成 系列探头构建复合材料超声穿透法可视化检测系
统,可以更好地用于复合材料可视化检测与缺陷
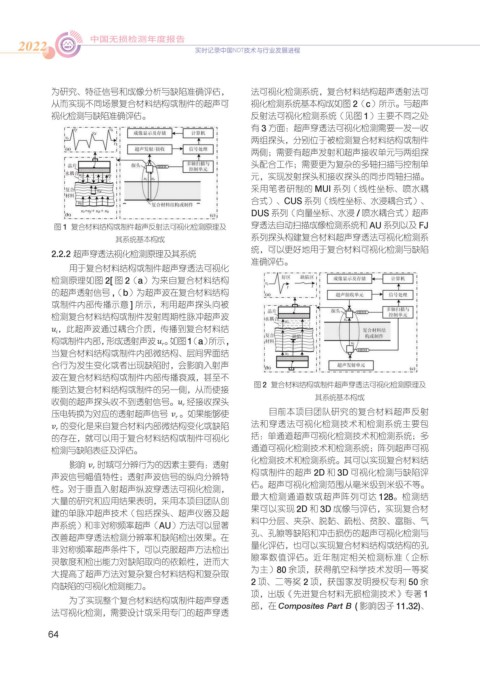
2.2.2 超声穿透法视化检测原理及其系统
准确评估。
用于复合材料结构或制件超声穿透法可视化
检测原理如图 2[ 图 2(a)为来自复合材料结构
的超声透射信号 ,(b)为超声波在复合材料结构
或制件内部传播示意 ] 所示,利用超声探头向被
检测复合材料结构或制件发射周期性脉冲超声波
,此超声波通过耦合介质,传播到复合材料结
构或制件内部,形成透射声波 。如图 1 (a)所示 ,
当复合材料结构或制件内部微结构、层间界面结
合行为发生变化或者出现缺陷时,会影响入射声
波在复合材料结构或制件内部传播衰减,甚至不
图 2 复合材料结构或制件超声穿透法可视化检测原理及
能到达复合材料结构或制件的另一侧,从而使接
其系统基本构成
收侧的超声探头收不到透射信号。 经接收探头
压电转换为对应的透射超声信号 。如果能够使 目前本项目团队研究的复合材料超声反射
的变化是来自复合材料内部微结构变化或缺陷 法和穿透法可视化检测技术和检测系统主要包
的存在,就可以用于复合材料结构或制件可视化 括:单通道超声可视化检测技术和检测系统;多
检测与缺陷表征及评估。 通道可视化检测技术和检测系统;阵列超声可视
化检测技术和检测系统。其可以实现复合材料结
影响 时域可分辨行为的因素主要有:透射
声波信号幅值特性;透射声波信号的纵向分辨特 构或制件的超声 2D 和 3D 可视化检测与缺陷评
性。对于垂直入射超声纵波穿透法可视化检测, 估。超声可视化检测范围从毫米级到米级不等。
大量的研究和应用结果表明,采用本项目团队创 最大检测通道数或超声阵列可达 128。检测结
果可以实现 2D 和 3D 成像与评估,实现复合材
建的单脉冲超声技术(包括探头、超声仪器及超
料中分层、夹杂、脱黏、疏松、贫胶、富脂、气
声系统)和非对称频率超声(AU)方法可以显著
孔、孔隙等缺陷和冲击损伤的超声可视化检测与
改善超声穿透法检测分辨率和缺陷检出效果。在
量化评估,也可以实现复合材料结构或结构的孔
非对称频率超声条件下,可以克服超声方法检出
隙率数值评估。近年制定相关检测标准(企标
灵敏度和检出能力对缺陷取向的依赖性,进而大
为主)80 余项,获得航空科学技术发明一等奖
大提高了超声方法对复杂复合材料结构和复杂取
向缺陷的可视化检测能力。 2 项、二等奖 2 项,获国家发明授权专利 50 余
项,出版《先进复合材料无损检测技术》专著 1
为了实现整个复合材料结构或制件超声穿透
部,在 Composites Part B ( 影响因子 11.32)、
法可视化检测,需要设计或采用专门的超声穿透
64