
Page 88 - 2022'中国无损检测年度报告
P. 88
⚥㕂偽䰀唬崵䎃䏞䫣デ ⚥㕂偽䰀唬崵䎃䏞䫣デ
2022
20222 ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ 2 2
2
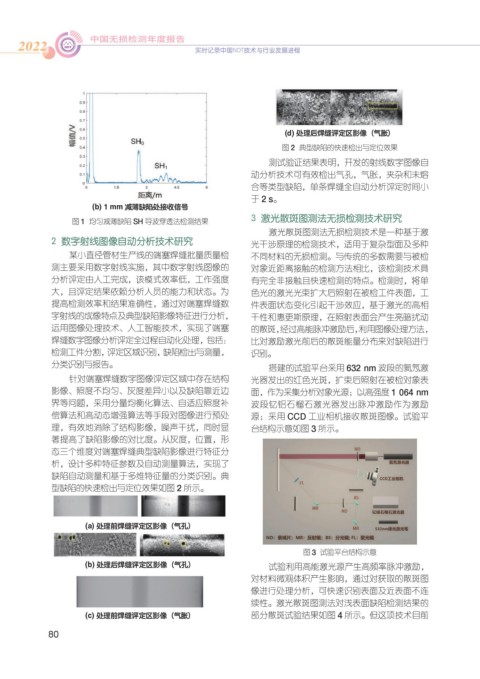
(d) 处理后焊缝评定区影像(气胀)
图 2 典型缺陷的快速检出与定位效果
测试验证结果表明,开发的射线数字图像自
动分析技术可有效检出气孔,气胀,夹杂和未熔
合等类型缺陷,单条焊缝全自动分析评定时间小
于 2 s。
(b) 1 mm 减薄缺陷处接收信号
3 激光散斑图测法无损检测技术研究
图 1 均匀减薄缺陷 SH 导波穿透法检测结果
激光散斑图测法无损检测技术是一种基于激
2 数字射线图像自动分析技术研究 光干涉原理的检测技术,适用于复杂型面及多种
某小直径管材生产线的端塞焊缝批量质量检 不同材料的无损检测。与传统的多数需要与被检
测主要采用数字射线实施,其中数字射线图像的 对象近距离接触的检测方法相比,该检测技术具
分析评定由人工完成,该模式效率低,工作强度 有完全非接触且快速检测的特点。检测时,将单
大,且评定结果依赖分析人员的能力和状态。为 色光的激光光束扩大后照射在被检工件表面,工
提高检测效率和结果准确性,通过对端塞焊缝数 件表面状态变化引起干涉效应,基于激光的高相
字射线的成像特点及典型缺陷影像特征进行分析, 干性和惠更斯原理,在照射表面会产生亮暗扰动
运用图像处理技术、人工智能技术,实现了端塞 的散斑,经过高能脉冲激励后,利用图像处理方法,
焊缝数字图像分析评定全过程自动化处理,包括: 比对激励激光前后的散斑能量分布来对缺陷进行
检测工件分割,评定区域识别,缺陷检出与测量, 识别。
分类识别与报告。
搭建的试验平台采用 632 nm 波段的氦氖激
针对端塞焊缝数字图像评定区域中存在结构 光器发出的红色光斑,扩束后照射在被检对象表
影像、照度不均匀、灰度差异小以及缺陷靠近边 面,作为采集分析对象光源;以高强度 1 064 nm
界等问题,采用分量均衡化算法、自适应照度补 波段钇铝石榴石激光器发出脉冲激励作为激励
偿算法和高动态增强算法等手段对图像进行预处 源;采用 CCD 工业相机接收散斑图像。试验平
理,有效地消除了结构影像,噪声干扰,同时显 台结构示意如图 3 所示。
著提高了缺陷影像的对比度。从灰度,位置,形
态三个维度对端塞焊缝典型缺陷影像进行特征分
析,设计多种特征参数及自动测量算法,实现了
缺陷自动测量和基于多维特征量的分类识别。典
型缺陷的快速检出与定位效果如图 2 所示。
(a) 处理前焊缝评定区影像(气孔)
图 3 试验平台结构示意
(b) 处理后焊缝评定区影像(气孔) 试验利用高能激光源产生高频率脉冲激励,
对材料微观体积产生影响,通过对获取的散斑图
像进行处理分析,可快速识别表面及近表面不连
续性。激光散斑图测法对浅表面缺陷检测结果的
(c) 处理前焊缝评定区影像(气胀) 部分散斑试验结果如图 4 所示。但这项技术目前
80