
Page 89 - 电力与能源2022年第五期
P. 89
李 海, 等: 一种新型高压电缆尾管密封方法 4 1
5
密封, 必须彻底清除金属表面的油污, 另外, 将金 位, 铅锡焊条没有很好与过渡铝焊条镀层黏结; 搪
属表面打毛可以增强其与环氧树脂的黏合力。 铅时间过长和温度过高, 对电缆半导电层和绝缘
1.2 搪铅 层造成损伤; 安装人员的经验和施工水平不足等。
国内普遍采用皱纹铝护套的高压电缆结构, 2020 年11 月, 上海某110kV 电缆 A 相终端
皱纹铝护套通常是由纯铝压制而成。搪铅工艺基 发生运行故障, 对该相终端解体后发现存在严重
本可分为 5 步, 即“ 一刷、 二擦、 三化、 四压、 五滑”。 的脱铅缺陷, 现场故障情况如图 2 所示, 最终故障
“ 刷” 是为了去除铝护套表面的氧化层, 防止搪铅 原因定性为封铅施工不良。
时高温产生的水蒸气在内部形成气孔, 使接头强
度下降, 刷完之后铝护套表面应光亮, 露出材质的
颜色, 没有刷到的地方会形成视觉反差并应对其
重新补刷;“ 擦” 是将底焊料涂擦在刷过的位置上,
底焊料的作用是让搪好的铅与铝护套之间更加牢
固;“ 化” 是把铅锡焊料熔化成浆糊状;“ 压” 是把堆
积在搪铅位置的铅锡团用揩布进行揉压并顺势推
运焊料, 将其造型, 需要保证铅锡焊料充分黏结到
铝护套表面;“ 滑” 是进行抹平抛光。为了防止应 图 2 施工不良导致封铅开裂
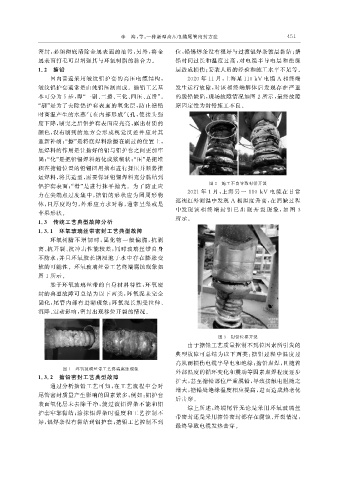
2021 年 1 月, 上海另一 110kV 电缆在日常
力在尖端点过度集中, 搪铅的形状应为圆周形物
巡视红外测温中发现 A 相温度升高, 在消缺过程
体, 且厚度均匀, 外形应力求对称, 通常呈梨或是
中发现 该 相 终 端 封 铅 已 出 现 开 裂 现 象, 如 图 3
苹果形状。
1.3 传统工艺典型故障分析 所示。
1.3.1 环氧玻璃丝带密封工艺典型故障
环氧树脂不 增 韧 时, 固 化 物 一 般 偏 脆, 抗 剥
离、 抗开裂、 抗冲击性能较差, 同时玻璃丝带自身
不防水, 并且环氧胶长期浸泡于水中存在膨胀变
软的可能性。环氧玻璃丝带工艺终端腐蚀现象如
图 1 所示。
基于环氧玻璃丝带的自身材料特性, 环氧密
封的典型故障可总结为以下两类: 环氧泥未完全
固化, 尾管内部有进潮现象; 环氧泥长期受拉伸、
沉降、 震动影响, 密封出现移位开裂的情况。
图 3 封铅位移开裂
由于搪铅工艺质量控制不到位因素所引发的
典型故障可总结为以下两类: 搪铅过程中温度过
高从而损伤电缆半导电和绝缘; 搪铅虚焊, 且随着
图 1 环氧玻璃丝带工艺终端腐蚀现象
外部温度的循环变化和震动等因素虚焊程度逐步
1.3.2 搪铅密封工艺典型故障
扩大, 甚至搪铅部位严重脱铅, 导致接触电阻随之
通过分析搪铅工艺可知, 在工艺流程中会对
增大, 搪铅处绝缘温度相应提高, 进而造成热老化
尾管密封质量产生影响的因素繁多, 例如: 铝护套
后击穿。
表面氧化层未去除干净, 使过渡铝焊条不能和铝
综上所述, 终端尾管无论是采用环氧玻璃丝
护套牢靠黏结; 涂抹铝焊条时温度和工艺控制不
带密封还是采用搪铅密封都存在腐蚀、 开裂情况,
好, 铝焊条没有黏结到铝护套; 搪铅工艺控制不到
最终导致电缆发热击穿。