
Page 65 - 2024中国无损检测年度报告
P. 65
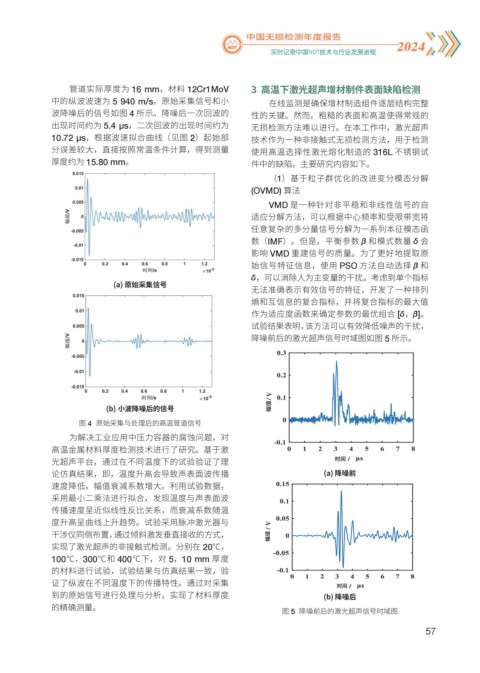
管道实际厚度为 16 mm,材料 12Cr1MoV 3 高温下激光超声增材制件表面缺陷检测
中的纵波波速为 5 940 m/s,原始采集信号和小 在线监测是确保增材制造组件逐层结构完整
波降噪后的信号如图 4 所示。降噪后一次回波的 性的关键。然而,粗糙的表面和高温使得常规的
出现时间约为 5.4 µs,二次回波的出现时间约为 无损检测方法难以进行。在本工作中,激光超声
10.72 µs,根据波速拟合曲线(见图 2)起始部 技术作为一种非接触式无损检测方法,用于检测
分误差较大,直接按照常温条件计算,得到测量 使用高温选择性激光熔化制造的 316L 不锈钢试
厚度约为 15.80 mm。 件中的缺陷。主要研究内容如下。
(1)基于粒子群优化的改进变分模态分解
(OVMD) 算法
VMD 是一种针对非平稳和非线性信号的自
适应分解方法,可以根据中心频率和受限带宽将
任意复杂的多分量信号分解为一系列本征模态函
数(IMF)。但是,平衡参数 β 和模式数量 δ 会
影响 VMD 重建信号的质量。为了更好地提取原
始信号特征信息,使用 PSO 方法自动选择 β 和
δ,可以消除人为主变量的干扰。考虑到单个指标
(a) 原始采集信号
无法准确表示有效信号的特征,开发了一种排列
熵和互信息的复合指标,并将复合指标的最大值
作为适应度函数来确定参数的最优组合 [δ,β]。
试验结果表明,该方法可以有效降低噪声的干扰,
降噪前后的激光超声信号时域图如图 5 所示。
(b) 小波降噪后的信号
图 4 原始采集与处理后的高温管道信号
为解决工业应用中压力容器的腐蚀问题,对
高温金属材料厚度检测技术进行了研究。基于激
光超声平台,通过在不同温度下的试验验证了理
论仿真结果,即,温度升高会导致声表面波传播 (a) 降噪前
速度降低,幅值衰减系数增大。利用试验数据,
采用最小二乘法进行拟合,发现温度与声表面波
传播速度呈近似线性反比关系,而衰减系数随温
度升高呈曲线上升趋势。试验采用脉冲激光器与
干涉仪同侧布置,通过倾斜激发垂直接收的方式,
实现了激光超声的非接触式检测。分别在 20℃,
100℃,300℃和 400℃下,对 5,10 mm 厚度
的材料进行试验,试验结果与仿真结果一致,验
证了纵波在不同温度下的传播特性。通过对采集
到的原始信号进行处理与分析,实现了材料厚度 (b) 降噪后
的精确测量。
图 5 降噪前后的激光超声信号时域图
57