
Page 54 - 电力与能源2024年第六期
P. 54
690 黄 诚,等:上海并网发电厂 2023 年度发电锅炉“四管”泄漏失效分析与统计
MW)机组 28 台、300 MW 以下机组 130 台(其中
火电机组 109 台,风电场 17 座,光伏电站 4 座)。
1 典型“四管”泄漏及重要部件失效分析
1.1 8 号机组高温再热蒸汽管道三通泄漏分析
上海某发电厂 8 号机组高温再热蒸汽管道运
行温度为 610 ℃,材料为 A335P92 合金钢。汽机
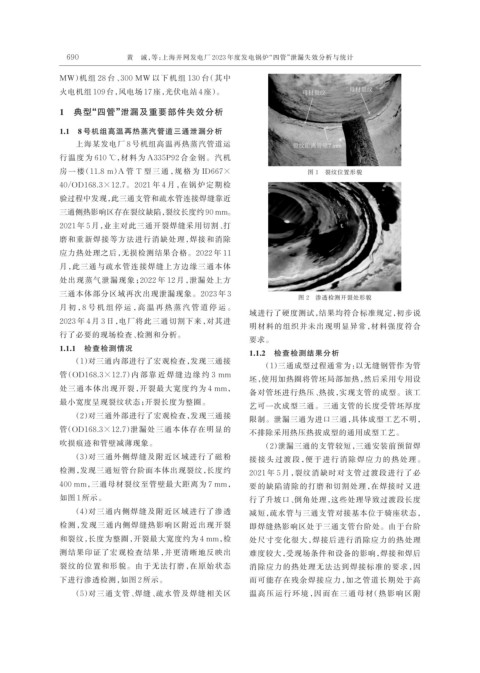
房 一 楼(11.8 m)A 管 T 型 三 通 ,规 格 为 ID667× 图 1 裂纹位置形貌
40/OD168.3×12.7。2021 年 4 月,在锅炉定期检
验过程中发现,此三通支管和疏水管连接焊缝靠近
三通侧热影响区存在裂纹缺陷,裂纹长度约 90 mm。
2021 年 5 月,业主对此三通开裂焊缝采用切割、打
磨和重新焊接等方法进行消缺处理,焊接和消除
应力热处理之后,无损检测结果合格。2022 年 11
月,此三通与疏水管连接焊缝上方边缘三通本体
处出现蒸气泄漏现象;2022 年 12 月,泄漏处上方
三通本体部分区域再次出现泄漏现象。2023 年 3
图 2 渗透检测开裂处形貌
月 初 ,8 号 机 组 停 运 ,高 温 再 热 蒸 汽 管 道 停 运 。
域进行了硬度测试,结果均符合标准规定,初步说
2023 年 4 月 3 日,电厂将此三通切割下来,对其进
明材料的组织并未出现明显异常,材料强度符合
行了必要的现场检查、检测和分析。
要求。
1.1.1 检查检测情况
1.1.2 检查检测结果分析
(1)对三通内部进行了宏观检查,发现三通接
(1)三通成型过程通常为:以无缝钢管作为管
管(OD168.3×12.7)内 部 靠 近 焊 缝 边 缘 约 3 mm
坯,使用加热圈将管坯局部加热,然后采用专用设
处三通本体出现开裂,开裂最大宽度约为 4 mm,
备对管坯进行热压、热拔,实现支管的成型。该工
最小宽度呈现裂纹状态;开裂长度为整圈。 艺可一次成型三通。三通支管的长度受管坯厚度
(2)对三通外部进行了宏观检查,发现三通接 限制。泄漏三通为进口三通,具体成型工艺不明,
管(OD168.3×12.7)泄漏处三通本体存在明显的
不排除采用热压热拔成型的通用成型工艺。
吹损痕迹和管壁减薄现象。 (2)泄漏三通的支管较短,三通安装前预留焊
(3)对三通外侧焊缝及附近区域进行了磁粉 接接头过渡段,便于进行消除焊应力的热处理。
检测,发现三通短管台阶面本体出现裂纹,长度约 2021 年 5 月,裂纹消缺时对支管过渡段进行了必
400 mm,三通母材裂纹至管壁最大距离为 7 mm, 要的缺陷清除的打磨和切割处理,在焊接时又进
如图 1 所示。 行了升坡口、倒角处理,这些处理导致过渡段长度
(4)对三通内侧焊缝及附近区域进行了渗透 减短,疏水管与三通支管对接基本位于骑座状态,
检测,发现三通内侧焊缝热影响区附近出现开裂 即焊缝热影响区处于三通支管台阶处。由于台阶
和裂纹,长度为整圈,开裂最大宽度约为 4 mm,检 处尺寸变化很大,焊接后进行消除应力的热处理
测结果印证了宏观检查结果,并更清晰地反映出 难度较大,受现场条件和设备的影响,焊接和焊后
裂纹的位置和形貌。由于无法打磨,在原始状态 消除应力的热处理无法达到焊接标准的要求,因
下进行渗透检测,如图 2 所示。 而可能存在残余焊接应力,加之管道长期处于高
(5)对三通支管、焊缝、疏水管及焊缝相关区 温高压运行环境,因而在三通母材(热影响区附